
:quality(80)/p7i.vogel.de/wcms/a6/49/a649a22bf27232e06c4231ca09314d6d/0130302126v2.jpeg "(Bild: KOF Institut)")
:quality(80)/p7i.vogel.de/wcms/f8/24/f82477e5c1c7b6ed4f322045a7c336b2/0130300552v1.jpeg "(Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/90/7d/907d6c43c5eb43bfcf348746daad1290/0130247994v2.jpeg "Frauen in der Produktion steigern die Produktivität. (Bild: © AdobeStock/Kangwans)")
:quality(80)/p7i.vogel.de/wcms/af/55/af55c6f0cbd623de08e79d13afa874b2/0130242441v1.jpeg "Aufgrund anspruchsvollster Projekte in der Zerspanung gilt Aviation für DMG Mori seit Jahrzehnten als Fokusbranche, die innovative Fertigungslösungen hervorbringt. (Bild: DMG Mori)")
:quality(80)/p7i.vogel.de/wcms/46/80/4680bce93050f831eeea4ce21fec5638/0130185904v2.jpeg "Citizen Cincom R504 ist die Lösung für die Fertigung hochpräziser Klein- und Kleinstteile. Diese Langdrehmaschine garantiert ultrahohe Präzision, maximale Kompaktheit und niedrigen Energieverbrauch. (Bild: Tolus Group AG)")
:quality(80)/p7i.vogel.de/wcms/61/0b/610b6aad6166cf9d8000175193eafad7/0130229987v2.jpeg "Prozesssicher für grosse Bauteile: Automatisierte Gleitschleifanlage «SF-HP» für Triebwerkskomponenten. (Bild: Otec)")
:quality(80)/p7i.vogel.de/wcms/74/75/7475a2d17c659b6f1c6f081b17d2e312/0130218744v2.jpeg "(Bild: Oppenheim & Partner GmbH)")
:quality(80)/p7i.vogel.de/wcms/91/fe/91fea6ee46f7698edd2ceffca0638c33/0129520242v2.jpeg "Matthias Wilhelm, Country Manager DACH bei Visual Components: «Wer Prozesse durchgängig abbildet, KI gezielt einsetzt und Abläufe vorab virtuell prüft, reduziert Fehler, verkürzt Inbetriebnahmezeiten und schafft Produktionslinien, die schneller, flexibler und belastbarer laufen. Genau das ist die Zukunft der Produktion.» (Bild: Visual Components)")
:quality(80)/p7i.vogel.de/wcms/f6/2e/f62efbd65d3e8519552f698caa0a3653/0129514067v2.jpeg "Der «Digital Twin Composer» von Siemens erstellt industrielle Metaverse-Umgebungen in grossem Massstab und ermöglicht es Unternehmen, industrielle KI, Simulationen und physikalische Echtzeitdaten zu nutzen, um Entscheidungen virtuell, schnell und in jeder Grösse zu treffen. (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/71/98/719813da34acbd4f6883c19e3f8c7e9c/0129485345v2.jpeg "Siemens und Nvidia entwickeln gemeinsam neue Angebote, die industrielle und physische KI in alle Branchen und industriellen Arbeitsabläufe integrieren und nicht zuletzt ihre eigenen Betriebsabläufe beschleunigen sollen. (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/71/89/7189beadcd4b57b645072b5c48b59a6c/0130236056v2.jpeg "Kompakt und stark untersetzend bei frei wählbarem Achswinkel: Kronenradgetriebe haben für den Einsatz in kleinen Wasserkraftwerken wesentliche Vorteile. (Bild: Balance Drive)")
:quality(80)/p7i.vogel.de/wcms/5f/82/5f8289403c17970feeedc16b49fadfeb/0130230165v2.jpeg "An allen Produktionsstandorten soll gemeinsam entwickelte, innovative Sensorik die Produktion der Weltraumrakete Ariane lückenlos und in Echtzeit überwachen. (Bild: ESA)")
:quality(80)/p7i.vogel.de/wcms/e8/a2/e8a2cd95350a8c074b87f1a52b86bc89/0129992203v2.jpeg "Robuste, hoch tragfähige und im Winkel einstellbare Pendelrollenlager des japanischen Herstellers Nachi sind ab sofort beim Handelshaus Findling in Karlsruhe ab Lager verfügbar. (Bild: Findling)")
:quality(80)/p7i.vogel.de/wcms/0c/1d/0c1d700e5f660ce2471ef1cde4e3ab2b/0130230765v2.jpeg "Sicher und zuverlässig im Flugzeugbau: Mit Licht härtende Klebverbindung kombiniert mit universellen Befestigungselementen. (Bild: Delo)")
:quality(80)/p7i.vogel.de/wcms/a8/ef/a8ef66c90191c32811caf32b96018052/0129879115v2.jpeg "Der Zwilling dieser Probe befindet sich auf der Aussenseite der ISS als Teil des «SESAME»-Experiments. (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/df/80/df80d89ad3a4c4243c8ec3a98612998d/0129996968v2.jpeg "Die Herstellung von Hardwarekomponenten für humanoide Roboter bietet viel Marktpotenzial. (Bild: Fraunhofer IPA/Foto: Rainer Bez)")
:quality(80)/p7i.vogel.de/wcms/62/89/62890bb471c94a4bb197435dbb700154/0129641505v2.jpeg "Gruppenfoto beim Kick-off-Treffen von «Fluorbest» am 22. Januar 2026 am Fraunhofer LBF in Darmstadt (D). (Bild: Fraunhofer LBF, Axel Nierbauer)")
Sortierung von Kunststoffteilen 3D-Bildverarbeitung für den sicheren Gurt
Mit Hilfe eines 3D-Bildverarbeitungssystems prüft die Lutz GmbH Bauteile für Kfz-Gurtrückhaltesysteme. Stemmer Imaging lieferte dem Unternehmen die dafür erforderlichen Bildverarbeitungskomponenten und unterstützte es bei der Realisierung seiner ersten 3D-Anlage
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/104600/104618/65.png "Kubo_CMYK_Claim_DE.png ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/96300/96359/65.gif "logo_atp.gif ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/65500/65518/65.jpg "eMDe_Blechfabrik_Logo-iPad.jpg ()")
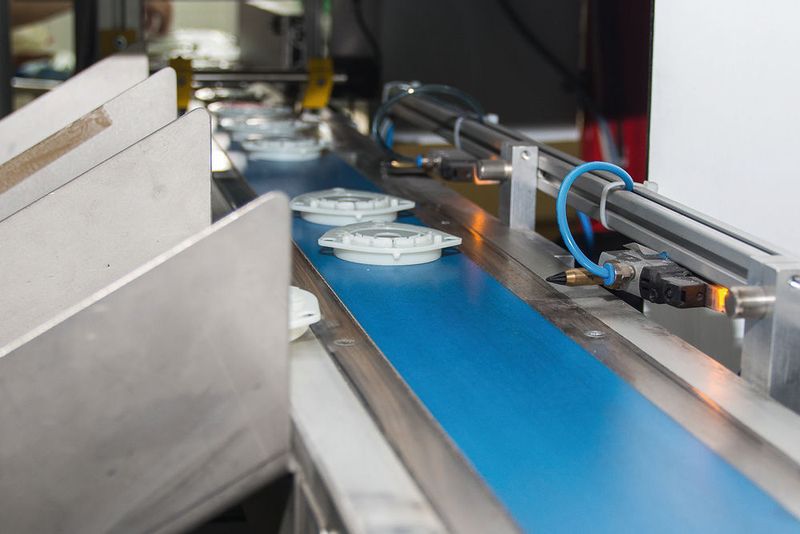
Auf den ersten Blick lässt sich die Funktionalität des unscheinbaren weissen Kunststoffteils nicht erkennen, das in den Inspektionsanlagen der Lutz GmbH im schwäbischen Alfdorf geprüft und sortiert wird. Es hat jedoch als Teil eines Gurtrückhaltesystems in Kraftfahrzeugen eine wichtige und im Ernstfall lebensrettende Aufgabe. «Die Grundflächen dieser Kunststoffelemente des Sicherheitsgurts müssen absolut plan sein, um ihre Funktion korrekt erfüllen zu können», erklärt Geschäftsführer Günther Lutz eine wesentliche Anforderung an die Prüfung. «Darüber hinaus muss hundertprozentig sichergestellt sein, dass die Teile keine Risse oder Grate aufweisen», ergänzt Michael Müller, der als technischer Experte für den Aufbau der Prüfanlage verantwortlich war.
Manuell liessen sich die Kunststoffteile nur schwer kontrollieren, und bei einer Durchlaufgeschwindigkeit von 40 Teilen pro Minute war schnell klar: Diese Aufgabe kann nur durch ein leistungsfähiges Bildverarbeitungssystem gelöst werden. Die Randbedingungen für die Entwicklung der Inspektionsanlage waren dabei alles andere als einfach, denn zum einen gehören Planaritätsprüfungen zu den anspruchsvolleren Tests für die Bildverarbeitung, und zum anderen lag aufgrund des weissen Kunststoffs eine deutliche Lichtstreuung vor, was die Bildauswertung erschwerte.
«Wir hatten uns bereits einige 2D-Bildverarbeitungsansätze sowie kompakte, intelligente 3D-Systeme angesehen und diese getestet, konnten die Aufgabe damit aber nicht lösen», erinnert sich Müller. «Eine Lösung fand sich dann erst, als wir uns für die Prüfung der Teile an die 3D-Bildverarbeitung auf Triangulationsbasis heranwagten. Auf diesem Feld hatten weder ich noch andere Kollegen hier im Unternehmen bisher Erfahrungen gesammelt, doch mit der Unterstützung der Experten von Stemmer Imaging konnten wir dann letztendlich doch schnell ein passendes System entwickeln.»
Erfolg mit 3D-Bildverarbeitung
Das System, das Lutz im Endausbau zur Prüfung der Kunststoffteile realisiert hat, besteht aus folgenden Bildverarbeitungskomponenten: Ein linienförmiger Laser des Herstellers Z-Laser beleuchtet die Bauteile, die über ein Transportband durch die Prüfmaschine geführt werden. Eine 3D-Kamera von Automation Technology ist mit einem Winkelversatz zur Laserlinie über dem Band montiert und nimmt die Laserprofile nach dem Triangulationsprinzip auf. Common Vision Blox, die Bildverarbeitungsbibliothek von Stemmer Imaging, ist an dieser Bildakquisition beteiligt und stellt den Treiber für den Einzug der 3D-Bilder zur Verfügung.
Die so aufgenommenen 3D-Bilder werden mit Hilfe der 3D-Bildverarbeitungssoftware 3D Express von Aqsense metrisch kalibriert und in 3D-Punktewolken überführt. Darauf erfolgt wiederum in 3D Express ein Ebenenfit sowie die Rückprojektion des 3D-Bildes in ein 2D-Grauwertbild in die gefittete Ebene. Dieses 2D-Bild enthält weiterhin die metrisch kalibrierten Koordinaten des Prüfobjekts, kann aber im nächsten Schritt mit konventionellen 2D-Werkzeugen ausgewertet werden. Eine Grauwertstufe entspricht dabei einer Höhe von wenigen µm.
Die Auswertung der auf diese Weise umgerechneten Bilder erfolgt mit der Bildverarbeitungssoftware Sherlock von Teledyne Dalsa, die Müller besonders lobend hervorhebt: «Wenn ein Unternehmen wie unseres Maschinenbauprojekte umsetzt, ist die Kombination aus 3D Express und Sherlock die optimale Plattform. Die beiden aufeinander abgestimmten Werkzeuge bieten eine riesige Flexibilität und erlauben das Umrechnen von verschiedenen Datenstrukturen sowie eine einfache Kalibrierung.» Den Prüfablauf für die Inspektion der Sicherheitsgurtelemente mit Sherlock hat Müller selbst erstellt und ist seitdem begeistert von dieser Technik: «Mich interessiert 3D-Bildverarbeitung sehr und ich möchte sie gerne künftig auch in anderen Maschinen einsetzen, wo es technisch Sinn macht.»
Im beschriebenen System laufen die Teile zunächst auf dem Transportband weiter durch die Maschine und werden am Ende der Förderstrecke ausgeblasen. Je nach Beurteilung des Bildverarbeitungssystems landen sie dort in Behältern für Gut- oder Schlechtteile, für die im System eine maximale Stückzahl eingegeben werden kann. Sobald die maximale Füllmenge eines Behälters erreicht ist, stoppt die Maschine und zeigt dem Anlagenbediener an, dass ein Kistenwechsel erforderlich ist.
«Wir sind mit dieser Anlage bisher komplett reklamationsfrei, das heisst alle Teile, die wir als gut erkannt haben, waren auch tatsächlich in Ordnung», freut sich Geschäftsführer Lutz über das Ergebnis der Entwicklung. Bei bisher rund 6 Millionen geprüften Teilen hat er allen Grund, stolz und mit der Leistung der Anlage zufrieden zu sein.
(ID:43729023)
:quality(80)/p7i.vogel.de/wcms/1e/3e/1e3e9f7d6a146c0219714bb36da612d9/0129204450v2.jpeg "Für ihre Lasermarkiersysteme der Marke «Foba» hat Alltec inzwischen mit Hilfe der KI-gestützten Software «Empolis Service Express» von Proalpha Wartung und Service deutlich effizienter verwirklicht. (Bild: Alltec)")
:quality(80)/p7i.vogel.de/wcms/58/2b/582be3eca5b7dd366d62c08e8c9fa3e5/0129961891v2.jpeg "Massgefertigt: Rechts oben das Fräsbearbeitungszentrum «RXP 601 DSH Z2» mit Doppelspindel, mittig der Roboter und links das Magazin mit Werkstücken und Werkzeugen. (Bild: Klaus Vollrath)")