
:quality(80)/p7i.vogel.de/wcms/33/ab/33ab4c5ffea7c38806c01b95391d8c97/0130223229v2.jpeg "Sébastien Gillet, Direktor von GL Events Exhibitions Industries, und Julie Voyer, Direktorin von «Global Industrie». (Bild: GL Events)")
:quality(80)/p7i.vogel.de/wcms/ec/48/ec4833a50e902398f8fe62875d744dd6/0129830906v2.jpeg "Siemens und Caphenia unterzeichnen den Partnerschaftsvertrag. V. l. n. r.: Nicky Ahnert, Jürgen Giegerich, Frank Knauf (alle Siemens), Dr. Mark Misselhorn, Dr. Andreas Waibel (beide Caphenia). (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/ef/9c/ef9cab3c49101f2cdcaef75c14022124/0130222638v2.jpeg "(Bild: H55)")
:quality(80)/p7i.vogel.de/wcms/af/55/af55c6f0cbd623de08e79d13afa874b2/0130242441v1.jpeg "Aufgrund anspruchsvollster Projekte in der Zerspanung gilt Aviation für DMG Mori seit Jahrzehnten als Fokusbranche, die innovative Fertigungslösungen hervorbringt. (Bild: DMG Mori)")
:quality(80)/p7i.vogel.de/wcms/46/80/4680bce93050f831eeea4ce21fec5638/0130185904v2.jpeg "Citizen Cincom R504 ist die Lösung für die Fertigung hochpräziser Klein- und Kleinstteile. Diese Langdrehmaschine garantiert ultrahohe Präzision, maximale Kompaktheit und niedrigen Energieverbrauch. (Bild: Tolus Group AG)")
:quality(80)/p7i.vogel.de/wcms/61/0b/610b6aad6166cf9d8000175193eafad7/0130229987v2.jpeg "Prozesssicher für grosse Bauteile: Automatisierte Gleitschleifanlage «SF-HP» für Triebwerkskomponenten. (Bild: Otec)")
:quality(80)/p7i.vogel.de/wcms/74/75/7475a2d17c659b6f1c6f081b17d2e312/0130218744v2.jpeg "(Bild: Oppenheim & Partner GmbH)")
:quality(80)/p7i.vogel.de/wcms/91/fe/91fea6ee46f7698edd2ceffca0638c33/0129520242v2.jpeg "Matthias Wilhelm, Country Manager DACH bei Visual Components: «Wer Prozesse durchgängig abbildet, KI gezielt einsetzt und Abläufe vorab virtuell prüft, reduziert Fehler, verkürzt Inbetriebnahmezeiten und schafft Produktionslinien, die schneller, flexibler und belastbarer laufen. Genau das ist die Zukunft der Produktion.» (Bild: Visual Components)")
:quality(80)/p7i.vogel.de/wcms/f6/2e/f62efbd65d3e8519552f698caa0a3653/0129514067v2.jpeg "Der «Digital Twin Composer» von Siemens erstellt industrielle Metaverse-Umgebungen in grossem Massstab und ermöglicht es Unternehmen, industrielle KI, Simulationen und physikalische Echtzeitdaten zu nutzen, um Entscheidungen virtuell, schnell und in jeder Grösse zu treffen. (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/71/98/719813da34acbd4f6883c19e3f8c7e9c/0129485345v2.jpeg "Siemens und Nvidia entwickeln gemeinsam neue Angebote, die industrielle und physische KI in alle Branchen und industriellen Arbeitsabläufe integrieren und nicht zuletzt ihre eigenen Betriebsabläufe beschleunigen sollen. (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/5f/82/5f8289403c17970feeedc16b49fadfeb/0130230165v2.jpeg "An allen Produktionsstandorten soll gemeinsam entwickelte, innovative Sensorik die Produktion der Weltraumrakete Ariane lückenlos und in Echtzeit überwachen. (Bild: ESA)")
:quality(80)/p7i.vogel.de/wcms/71/89/7189beadcd4b57b645072b5c48b59a6c/0130236056v2.jpeg "Kompakt und stark untersetzend bei frei wählbarem Achswinkel: Kronenradgetriebe haben für den Einsatz in kleinen Wasserkraftwerken wesentliche Vorteile. (Bild: Balance Drive)")
:quality(80)/p7i.vogel.de/wcms/e8/a2/e8a2cd95350a8c074b87f1a52b86bc89/0129992203v2.jpeg "Robuste, hoch tragfähige und im Winkel einstellbare Pendelrollenlager des japanischen Herstellers Nachi sind ab sofort beim Handelshaus Findling in Karlsruhe ab Lager verfügbar. (Bild: Findling)")
:quality(80)/p7i.vogel.de/wcms/0c/1d/0c1d700e5f660ce2471ef1cde4e3ab2b/0130230765v2.jpeg "Sicher und zuverlässig im Flugzeugbau: Mit Licht härtende Klebverbindung kombiniert mit universellen Befestigungselementen. (Bild: Delo)")
:quality(80)/p7i.vogel.de/wcms/a8/ef/a8ef66c90191c32811caf32b96018052/0129879115v2.jpeg "Der Zwilling dieser Probe befindet sich auf der Aussenseite der ISS als Teil des «SESAME»-Experiments. (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/df/80/df80d89ad3a4c4243c8ec3a98612998d/0129996968v2.jpeg "Die Herstellung von Hardwarekomponenten für humanoide Roboter bietet viel Marktpotenzial. (Bild: Fraunhofer IPA/Foto: Rainer Bez)")
:quality(80)/p7i.vogel.de/wcms/62/89/62890bb471c94a4bb197435dbb700154/0129641505v2.jpeg "Gruppenfoto beim Kick-off-Treffen von «Fluorbest» am 22. Januar 2026 am Fraunhofer LBF in Darmstadt (D). (Bild: Fraunhofer LBF, Axel Nierbauer)")
Halbierte Bearbeitungszeit Konkurrenzfähig dank Investition in Drehzentrum
Maprox stellt besonders flache Schnellspannfutter her, die für den Einsatz in Messmaschinen prädestiniert sind. Die Fertigung der einzelnen Komponenten erfordert ein hohes Mass an Genauigkeit und Präzision. Um weiterhin in der Schweiz konkurrenzfähig produzieren zu können, hat Maprox für die Fertigung der Drehteile in ein 5-Achs-Drehzenter des baskischen Werkzeugmaschinenbauers CMZ investiert.
Anbieter zum Thema
:fill(fff,0)/p7i.vogel.de/companies/63/57/6357923865c1f/wm-kurzlogo--invers-rgb-300dpi.jpeg "wm-kurzlogo--invers-rgb-300dpi (Walter Meier (Fertigungslösungen) AG)")
Die Firma Maprox aus dem Zürcher Wetzikon hat sich auf Spannlösungen in den Bereichen Messtechnik, Automation und Feinmechanik spezialisiert. Vor allem auf dem Gebiet der Messtechnik hat sich das Unternehmen mit seinen handbetätigten Schnellspannfuttern zu einem Spezialzulieferer entwickelt. Die Schnellspannfutter zeichnen sich durch eine besonders flache Bauweise, hohe Genauigkeit und ein geringes Gewicht aus.
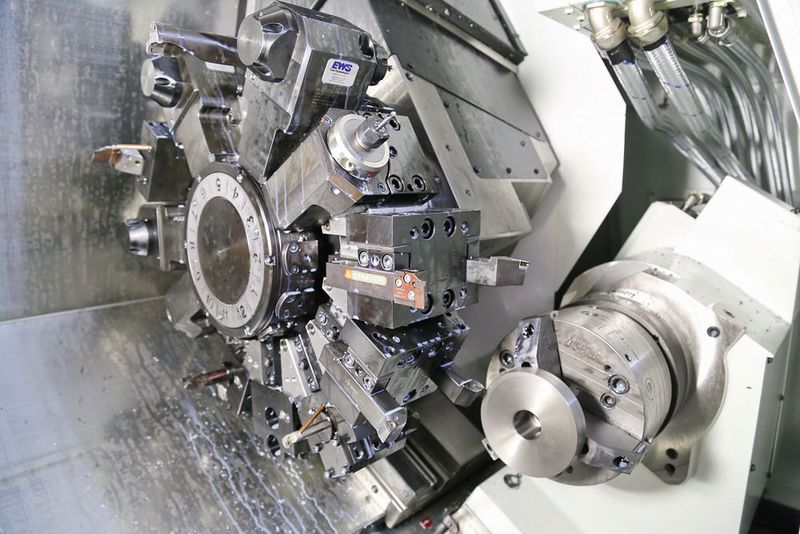
5-Achs-Drehzentrum für mehr Produktivität
Da alle Komponenten des Schnellspannfutters entweder direkt von Maprox am Firmensitz in Wetzikon oder durch Zulieferunternehmen in der Schweiz gefertigt werden, ist das Unternehmen mit seinen Produkten wie viele Schweizer Fertigungsunternehmen einem starken Preisdruck ausgesetzt: «Schon vor dem sogenannten Frankenschock war klar, dass wir günstiger produzieren müssen. Wir mussten unseren Maschinenpark erneuern, indem wir in moderne und produktive Technologie investieren», erklärt Maprox-Geschäftsführer Max Maurer die neueste Hightech-Investition, eine 5-Achs-Drehmaschine des baskischen Werkzeugmaschinenherstellers CMZ. Die Maschine in der Ausführung TA 25YS mit Fanuc-Steuerung ist mit einem Revolver und zwölf direkt angetriebenen Werkzeugen ausgestattet und für die Fertigung aller Drehteile (Planspirale und Futterkörper) des Schnellspannfutters vorgesehen.
:quality(80)/p7i.vogel.de/vogelonline/bdb/959200/959210/original.jpg "(Anne Richter, SMM)")
:quality(80)/p7i.vogel.de/vogelonline/bdb/959200/959211/original.jpg "(Anne Richter, SMM)")
:quality(80)/p7i.vogel.de/vogelonline/bdb/959200/959212/original.jpg "(Anne Richter, SMM)")
:quality(80)/p7i.vogel.de/vogelonline/bdb/959200/959213/original.jpg "(Anne Richter, SMM)")
Überzeugende Leistungsdaten und hohe Übergabegenauigkeit
«Wir haben uns vier verschiedene Maschinen angeschaut, doch die Maschine von CMZ hat für uns am besten gepasst», berichtet Maprox-Produktionsleiter Valentin Kuratli und ergänzt: «Die Leistungsdaten haben uns überzeugt, wir können verschiedene Materialien von Aluminium bis zu Stahl mit einer Härte von 1200 N/mm2 bearbeiten, die Maschine ist kräftig und stabil gebaut und gewährleistet die notwendige Präzision.»
Ein wichtiger Punkt bei dem Entscheid für die CMZ-Maschine war vor allem die Übergabegenauigkeit zwischen Haupt- und Gegenspindel. Aus herstellungsbedingten Gründen müssen die Bauteile mehrmals übergeben werden und von jeder Seite zweimal bearbeitet werden. Deshalb und aufgrund der Präzisionsanforderungen des Bauteils muss eine hohe Genauigkeit bei der Übergabe des Bauteils gewährleistet sein. Auch die kompakte Bauweise der CMZ-Maschine und vor allem die geringe Höhe haben aufgrund der räumlichen Gegebenheiten bei Maprox bei der Entscheidung eine Rolle gespielt.
(ID:43724453)
:quality(80)/p7i.vogel.de/wcms/31/f6/31f64a1664f59d527ec57618a36300c3/0128147642v2.jpeg "V. l. n. r.: Thomas Haller (Verkaufsleiter, Eichenberger Gewinde AG), Thomas Michler (COO, Eichenberger Gewinde AG), Stefan Appenzeller (CEO, Josef Binkert AG) und Timo Graf (Verkaufsleiter Maschinen, Josef Binkert AG) vor einer der vier CMZ TTL 66. (Bild: Josef Binkert AG)")
:quality(80)/p7i.vogel.de/wcms/13/e6/13e6f4db9874c53e5604d5fafd4adcd3/0124190437v2.jpeg "Das Abstechsystem «WinCut» von Ingersoll hat die Einrichter bei Drexelius mit seiner soliden Stabilität überzeugt, was höhere Schnittwerte ermöglichte. (Bild: Ingersoll)")