
:quality(80)/p7i.vogel.de/wcms/7a/81/7a81d6e4f934194604a7ee8e5d30e32e/0132477021v2.jpeg "Nach reiflicher Überlegung hat sich Stefan Deak (re.) entschieden, die Nachfolge für sein Unternehmen zu regeln und die Reimmann AG in die Hände von Renato Wenzin als Geschäftsleiter (li.) und Adrian Bangerter als Eigentümer (Mitte) zu übergeben. (Bild: Reimmann AG)")
:quality(80)/p7i.vogel.de/wcms/97/fe/97fe1295dbf58f55e6d20c84e2d6d44f/0132477299v2.jpeg "Quer durch die Werkshalle veranschaulichten 13 Technologiestationen das essenzielle Zusammenspiel von Digitalisierung, Automatisierung und der eigentlichen Bearbeitung in der Luft- und Raumfahrt. (Bild: Hannes Thalmann)")
:quality(80)/p7i.vogel.de/wcms/a7/78/a778e02ffed66844d3719ee41b685670/0132477049v2.jpeg "Nettoumsatz der drei Divisionen der Mikron Holding AG in Mio. CHF im ersten Halbjahr 2026 im Vergleich zum ersten Halbjahr 2025. (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/75/75/75755ed8b0d048e6f2df10d97f718b46/0132238819v2.jpeg "Vom 22. bis 24. April 2026 fand in Aachen der AKL’26 – International Laser Technology Congress statt. Dort informierten mehr als 90 Vortragende die 544 Fachleute über den aktuellen Stand der industriellen Lasertechnik. (Bild: Fraunhofer ILT, Aachen / Andreas Steindl.)")
:quality(80)/p7i.vogel.de/wcms/bd/84/bd844ad4f2e032319c31dbacc3aa483d/0132102952v2.jpeg "Die neue Generation «Evoline» Axial-Rollköpfe wurde speziell für die automatisierte Fertigung von grossen Gewinden in hochfesten Materialien entwickelt. (Bild: LMT)")
:quality(80)/p7i.vogel.de/wcms/8a/33/8a33ffed66311a1422a69c2e75c76450/0132102940v2.jpeg "Maschinenbediener Lukas Dömötör ist rundum zufrieden mit der «Forte 85 Single 1620». Selbst in der Schwerzerspanung liefert die Maschine eine tadellose Massstabilität – und ermöglicht so spürbare Produktivitätssteigerungen. (Bild: Christoph Schwarz, Gewo Feinmechanik GmbH & Co. KG)")
:quality(80)/p7i.vogel.de/wcms/53/69/53699ef14345f8d802ee0d5d5887b496/0132048847v2.jpeg "Fliegender Wechsel für minimierte Rüstzeiten: Auch bei laufenden Sägearbeiten können Bediener unterschiedliche Funktionen und Bedienfelder zu weiteren Sägeaufträgen aufrufen und Daten eingeben. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/d3/c6/d3c6ff406aaf5ad2038f255e3099b30b/0132048435v2.jpeg "Spritzgiessfertigung wird es in Zukunft ohne abgestimmte KI-Strategie nicht mehr geben. Wer heute Neuinvestitionen plant, kommt nicht umhin, die Integrationsoffenheit der Steuerung mit derselben Priorität zu bewerten wie Schliesskraft und Zykluszeit. (Bild:Sasint - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/a5/dc/a5dc8a72e6382359480457dd5ea9f6d6/0132048417v2.jpeg "Stets aktuell: Über die aktuellen Softwaremodule von Lantek können Blechverarbeiter ihre Produktion auch online unabhängig von Aufentaltsorten überwachen und planen. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/c6/f2/c6f2b521ffa60096e11d1873891c933e/0132048123v2.jpeg "Informationen, die in Bilder der realen Bauteile eingeblendet werden – beispielsweise 2D-CAD-Daten –, tragen dazu bei, qualitätsbestimmende Merkmale schnell und zuverlässig zu erkennen. (Bild: Visometry)")
:quality(80)/p7i.vogel.de/wcms/bd/36/bd367f287001b55045fce0d9fcc28c38/0132476008v2.jpeg "(Bild: unsplash.com ©Homa Appliances)")
:quality(80)/p7i.vogel.de/wcms/37/85/378521fe83c67ec83f0c5098bb239ffa/0132471712v2.jpeg "Damit Bootsrümpfe sauber bleiben: Der Unterwasserroboter «KeelCrab» nutzt schmierfreie Polymerlager von Igus für einen wartungsarmen und korrosionsfreien Einsatz im Salzwasser. (Bild: Igus SE & Co. KG)")
:quality(80)/p7i.vogel.de/wcms/01/c6/01c6b28a8ba82eb7843d9bc5e67dfc35/0132250464v2.jpeg "ABB Robotics und Roche entwickeln gemeinsam neue Robotiklösungen für klinische Labore. (Bild: ABB Robotics)")
:quality(80)/p7i.vogel.de/wcms/95/e0/95e06ebb99c296e6333f9837fa1bba8f/0132367577v2.jpeg "Damit der Sommerurlaub pünktlich beginnt: In der automatisierten Fluggastbrücke von «REEL» sorgen Energieketten und Leitungen von Igus für eine hohe Ausfallsicherheit im Flughafenbetrieb. (Bild: Igus SE & Co. KG)")
:quality(80)/p7i.vogel.de/wcms/ae/9a/ae9ae612dc61a247e364784422fb3940/0132364675v2.jpeg "Forschende von «MaterialsCommons» beim Kick-Off-Meeting am 17. Juli 2026 in Karlsruhe. (Bild: Fraunhofer IWM)")
:quality(80)/p7i.vogel.de/wcms/d6/23/d623e0b328bb12863d49fb985323549b/0132296015v2.jpeg "Joël Mesot und Reinhold R. Geilsdörfer, Vorsitzender der Geschäftsführung der Dieter Schwarz Stiftung, drücken gemeinsam den Startknopf zur Eröffnung. (Bild: imagis / ETH Zürich)")
:quality(80)/p7i.vogel.de/wcms/e0/3e/e03eb00ea656dfdd51ff96ec1d989ae7/0132292913v2.jpeg "Das FHNW Rover-Team qualifiziert sich für die European Rover Challenge 2026. (Bild: FHNW )")
:quality(80)/p7i.vogel.de/wcms/12/09/1209849384d2fc64763d4be24e5d25c3/0132250748v2.jpeg "V. l. n. r.: Christophe Ballif (Scientific Advisor, CSEM), Andrea Dunbar (CTO, CSEM), Kerem Artuk (R&D Engineer, CSEM), Claude Nicollier (ehemaliger Präsident des CSEM und Schweizer Astronaut) und Christian Wolff (EPFL PV Lab). (Bild: CSEM)")
Abspanzyklus 4-achsiges Drehen bringt doppelten Output
Siemens hat den Sinumerik Kontur-Abspanzyklus um 4-achsiges Drehen erweitert. Für den Anwender bedeutet das einfachste Programmierung von Werkzeugen in zwei Kanälen – auch ohne CAD/CAM-System direkt an der Steuerung. Zwei Drehwerkzeuge verkürzen die Bearbeitungszeit erheblich und verbessern die Masshaltigkeit. Mit zwei zusätzlichen Parametern kann somit direkt zum hochproduktiven Balanced Cutting gewechselt werden.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/61100/61171/65.jpg "Logo.JPG ()")
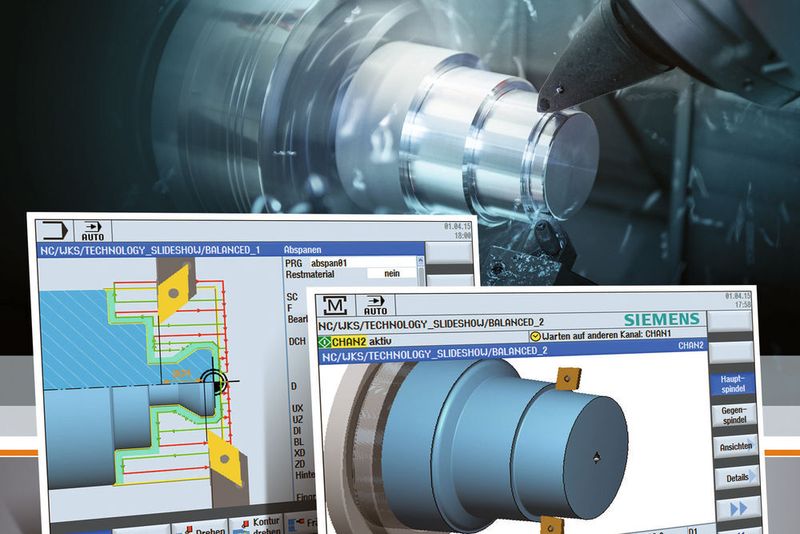
böh. Der erweiterte Kontur-Abspanzyklus für die CNC-Steuerungen Sinumerik von Siemens ermöglicht nun 4-achsiges Drehen für Drehmaschinen.
Zwei gegenüberliegende Drehwerkzeuge spanen gleichzeitig am Werkstück, so dass sich die Bearbeitungszeit erheblich verkürzen lässt.
Kräftekompensation: zwei gegenüberliegende Werkzeugen
Zudem verhindern die zwei gegenüberliegenden Drehwerkzeuge Verbiegungen am Werkstück. So wird insbesondere bei langen, dünnen Werkstücken die Masshaltigkeit deutlich verbessert.
Direkt an der Steuerung programmierbar
Als einzigartiger Vorteil der Siemens-Steuerungen lässt sich das neue Bearbeitungsverfahren ohne CAD/CAM-System direkt an den Sinumerik-Steuerungen programmieren. Mit lediglich zwei zusätzlichen Parametern erweitert der Anwender das Bearbeitungsverfahren für ein Werkzeug zum hochproduktiven Balanced Cutting mit zwei Werkzeugen.
Die CNC-Sequenzen werden dabei automatisch vom Sinumerik Kontur-Abspanzyklus erstellt.Unterschieden werden beim 4-achsigen Abspanen die synchrone sowie die versetzte Bahnführung der Werkzeuge, wobei die Sinumerik-Steuerung für das autarke Bewegen zwei unabhängige CNC-Programme gleichzeitig ausführt.
Bei der synchronen Bahnführung, besonders geeignet für Schrupp- sowie Schlichtbearbeitungen, stehen die Schneidplatten exakt gegenüber und bewegen sich gleich. Die hälftig auf beide Schneiden verteilte Spanungsdicke führt zu doppeltem Umdrehungsvorschub und Spanvolumen.
Spanvolumen lässt sich verdoppeln
Bei der versetzten Bahnführung in der Schruppbearbeitung bewegen sich die beiden Werkzeuge unterschiedlich. Beim Längsdrehen arbeiten die Schneidplatten an unterschiedlichen Durchmessern, beim Plandrehen an versetzten Z-Positionen. Durch kurze Wartezeiten bei der Werkzeug-Synchronisation lässt sich das Spanvolumen im Vergleich zu einem Werkzeug annähernd verdoppeln. <<
(ID:43607921)
:quality(80)/p7i.vogel.de/wcms/3a/a4/3aa4e2d7ba378ce9addf4ce78ada1af7/0126915462v2.jpeg "Die neue «Gleason 100HCD» kombiniert Wälzfräsen und Anfasen in einer Maschine mit «Sinumerik One»-Steuerung. (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/55/4d/554d33b5c3c75dd40f41e5b8d14a4a60/0127010956v2.jpeg "Smarte Operationen («SmartOps») automatisieren die CAD/CAM-Programmierung, zum Beispiel durch selbsttätiges Aufteilen nach Bearbeitungsarten (li.) und durch Verlängern von Flächen (re.). (Bild: Tebis)")