
:quality(80)/p7i.vogel.de/wcms/c8/cc/c8cc59d651390b9b4ef75fdee7cdb0ae/0125598965v2.jpeg "Durch innovative Recyclingverfahren gelingt es Ceratizit, Hartmetallprodukte nach Gebrauch in wiederverwertbares Pulver umzuwandeln, aus dem schliesslich wieder hochwertige Zerspanungswerkzeuge entstehen. (Bild: Ceratizit Deutschland GmbH)")
:quality(80)/p7i.vogel.de/wcms/45/0a/450adaa16a17bda7bac240d3024cda32/0128848961v2.jpeg "(Bild: Vogel Communications Group AG)")
:quality(80)/p7i.vogel.de/wcms/96/b4/96b4852249cdab55f8ec5bd64a83f2d9/0128839301v2.jpeg "Eines von drei nominierten Unternehmen in der Kategorie «Digitalisierung» für den Swiss Plastics Expo Award 2026 ist die Tide Ocean SA mit ihrem Nanotracer im Recycling. (Bild: Christoph Arnet)")
:quality(80)/p7i.vogel.de/wcms/3e/db/3edb3a9ebd8bd3a8b9b12f93509cc226/0128338159v2.jpeg "Der Industriesektor «Medical Manufacturing» fördert die Vernetzung seiner Mitglieder mit dem Know-how und den Unternehmen anderer Swissmem-Industriesektoren. Das Ziel besteht darin, dass sie von neuen fertigungstechnischen Lösungen und Technologien für die Medizintechnik profitieren. (Bild: © Parilov (Adobe Stock))")
:quality(80)/p7i.vogel.de/wcms/95/95/9595764f5d86df6f5c92ff8dec3f336d/0128830753v2.jpeg "Aktuell wechseln sich alle zwei Monate Wartungen und Inspektionen ab, hier am Regalbediengerät im Inneren des MLS. (Bild: Boll & Kirch Filterbau GmbH)")
:quality(80)/p7i.vogel.de/wcms/2d/74/2d74489cbb8b5ba91c45d326e371a074/0128727053v2.jpeg "Das neue Fachbuch ist jetzt erhältlich. (Bild: Vogel Professional Education)")
:quality(80)/p7i.vogel.de/wcms/27/a8/27a8bd8e3ab69cefd59f93195fe1ad37/0128118300v2.jpeg "(Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/71/e2/71e274075219c69793231a7837d35d7d/0127824071v2.jpeg "Die Interviewpartner Christian Wick (li.) und Martin Grossrieder (re.), Gründer und Inhaber von MeinNetz GmbH. (Bild: MeinNetz GmbH)")
:quality(80)/p7i.vogel.de/wcms/0a/33/0a33f017dbcf00723a25cc6c62d69b0b/0127654291v2.jpeg "Zukunftsgerichtete Digitalisierung: KI unterstützt Bediener und Programmierer an Werkzeugmaschinen mit Bildern und situativ benötigten Informationen. (Bild: Datron)")
:quality(80)/p7i.vogel.de/wcms/85/85/8585056d6ab26e0e7ca8acd4e49b352c/0127146106v2.jpeg "Die Aufgabe von Carbomill bei der Entwicklung des Rovers bestand darin, Hunderte von Konturen in das Laminat des Fahrgestells zu fräsen. Sie konnten sich keinen einzigen Fehler leisten - und dank der «3DEXPERIENCE»-Plattform hat alles geklappt. Das Team simulierte zunächst jeden Prozess virtuell in der Plattform und nutzte das CAD-Modell, um die gesamte NC für die Maschine zu programmieren und zu simulieren. (Bild: Dassault Systèmes)")
:quality(80)/p7i.vogel.de/wcms/12/73/1273b96b5604f102c898f1f24d9d3a38/0128730705v2.jpeg "Der IERA Award 2025 geht an «OTTO by Rockwell Automation» (v. l. n. r.): Takayuki Ito, IFR President; Ryan Gariepy, Rockwell Automation; Susanne Bieller, IFR General Secretary. (Bild: KAR)")
:quality(80)/p7i.vogel.de/wcms/f5/5f/f55f8c08f5c01f0961ffefb270e18ffc/0128512561v2.jpeg "(Bild: Heidenhain)")
:quality(80)/p7i.vogel.de/wcms/aa/fc/aafcb69889cc78019203172e5fb37a78/0128512574v2.jpeg "(Bild: Stöber Antriebstechnik)")
:quality(80)/p7i.vogel.de/wcms/02/b5/02b5a80c6ea935c66b5b90765ec527b9/0128874085v2.jpeg "Die «Crossover»-Modelle kombinieren die Vorteile umweltfreundlicher elektrischer Gabelstapler mit der Vielseitigkeit und Robustheit traditioneller Diesel- und Treibgasstapler. (Bild: Clark Europe GmbH)")
:quality(80)/p7i.vogel.de/wcms/77/27/772723463b4fb8262e7b9dfd60c46ee9/0128636090v2.jpeg "Weniger CO₂, mehr Effizienz – so geht industrielle Nachhaltigkeit. (Bild: Wordfinder GmbH & Co. KG)")
:quality(80)/p7i.vogel.de/wcms/f2/00/f20030b6a3cb58babf8ce305a1cbc487/0128635881v2.jpeg "Um im Team gemeinsam mehr zu erreichen, unterstützt KI das vernetzte Arbeiten in Produktion, Montage und Wartung. (Bild: © chokniti - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/17/e0/17e045cdb7b1151ee1b2f10840f88d72/0128863126v2.jpeg "Ein umgerüstetes E-Auto lädt kabellos über die im Boden integrierte Spule – der Ladevorgang startet automatisch, sobald das Fahrzeug korrekt parkiert ist. (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/ac/93/ac936acbec35f17f010b84d5563f7f37/0128449195v2.jpeg "Empa-Forscherinnen Chiara Menegus (hinten) und Claudia Cancellieri wollen untersuchen, wie Wasserstoff mit den dünnen Oxidschichten auf hochfesten Stählen interagiert. (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/04/0e/040e5e97bbb26752ce64ff853276f720/0128447191v2.jpeg "(Bild: Fraunhofer IWU)")
:quality(80)/p7i.vogel.de/wcms/bc/6a/bc6a120a11c53c400fc941dedae815d1/0126618743v2.jpeg "Neue Studienangebote mit Schwerpunkt auf KI, Nachhaltigkeit und Materialien befähigen die Studierenden, die Zukunft mitzugestalten. (Bild: Pati Grabowicz)")
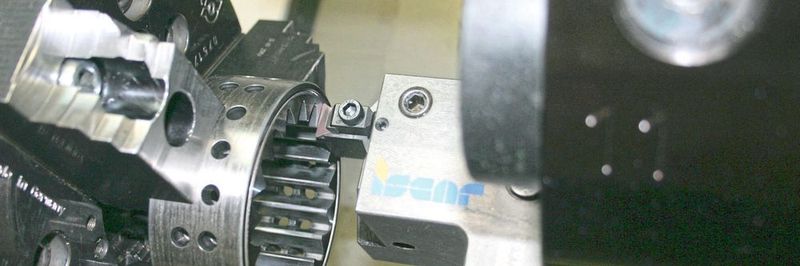
Iscar: Hartbearbeitung mit CBN-Werkzeugen Gehärtete Bauteile produktiver bearbeiten
Mit Werkzeugen mit definierten Schneiden aus kubischem Bornitrid (CBN) zu bearbeiten erweist sich bei gehärteten Bauteilen als deutlich produktiver als das Schleifen. Deshalb gibt es nunmehr von Iscar ein breites Spektrum an Schneidplatten zum Drehen gehärteter Stahllegierungen.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/96800/96876/65.jpg "tools_wbm_RGB.jpg ()")
Schleifen gilt als zeitraubend und kostenintensiv. Alternativ lassen sich allerdings auch gehärtete Werkstücke mit speziellen Werkzeugen mit definierter Schneide bearbeiten. Dafür eignen sich ausschliesslich besonders harte Schneidstoffe, bevorzugt CBN. Daraus gefertigte Schneidplatten müssen zudem spezielle Geometrien aufweisen. Solche Werkzeuge haben sich bereits seit einigen Jahren beispielsweise im Werkzeug- und Formenbau sowie in der Serienfertigung im Fahrzeugbau bewährt.
Beständiger Schneidstoff
Kubisches Bornitrid ist ein sehr leistungsfähiger Schneidstoff. CBN ist äusserst warmfest. Der Schneidstoff bleibt auch bei hohen Zerspantemperaturen sehr hart und somit verschleissbeständig. Aktuelle CBN-Sorten sind als keramische Verbundwerkstoffe ausgebildet. Diese haben 40 bis 65 Prozent Anteil an Bornitrid. Es wir keramisch gebunden. Das verbessert zusätzlich die Verschleissfestigkeit. Die ausgeführten Schneidstoffe werden auf einen Hartmetallträger gelötet. So entsteht eine Schneidplatte. Bornitrid nutzt man meist zum Schlichten von Stählen, die härter als 45 HRC sind. Der Schneidstoff eignet sich zudem, um Grauguss bei hohen Schnittgeschwindigkeiten zu schruppen. Dies betrifft das Drehen und das Fräsen.
Aus CBN hergestellte Werkzeuge verwirklichen lange Standzeiten und eine hohe Prozesssicherheit. Wegen der deutlich höheren Schnitt- und Vorschubgeschwindigkeiten, einhergehend höheren Zerspanraten, ist die Hartbearbeitung mit definierten Schneiden dem Schleifen deutlich überlegen.
Fokus auf hohe Oberflächenqualität
«Anwender fordern genauere Bauteile mit höherer Oberflächenqualität. Dafür benötigen sie geeignete Werkzeuge. Viele Unternehmen sehen dabei ein grosses Potenzial in der Hartbearbeitung», sagt Frederik Schmalbach, Produktmanager Drehen und Stechen bei Iscar. Durch die kontinuierliche Weiterentwicklung leistungsfähiger Werkzeuge aus CBN seien heute hohe Oberflächengüten nahe an denen des Schleifens möglich. Diese könnten die Forderungen der Anwender vollauf erfüllen. «Immer mehr Fertigungsbetriebe stellen auf der Suche nach kostengünstigen Herstellverfahren und kurzen Taktzeiten auf die Hartbearbeitung um», so Schmalbach weiter. Das beträfe, so seine Meinung, auch die Bearbeitung von Sintermetallen und exotischen Legierungen.
Deshalb verwirklicht Iscar ein breites Spektrum an Werkzeugen aus beschichteten und unbeschichteten CBN-Schneidstoffen mit unterschiedlichen Mikrogeometrien und Schneidkanten, überwiegend standardisiert nach ISO. Sondergeometrien werden in einem Premiumservice kurzfristig bereitgestellt.
Bis 30 Prozent längere Standzeiten
Zum Drehen gehärteter Werkstoffe gibt es CBN-Schneidstoffe in sechs Qualitäten für das Anwendungsspektrum H05 bis H30 nach ISO. Diese eignen sich für sämtliche Anwendungsbereiche der Gruppe H für Stähle. Dabei erreichen die beschichteten Sorten IB10HC, IB25HC und IB25HA bis zu 30 Prozent längere Standzeit verglichen mit den unbeschichteten Schneidstoffen IB05H, IB10H und IB20H. «In der grossen Auswahl an Schneidstoffen in Verbindung mit innovativen Schneidkanten-Mikrogeometrien finden Anwender jeweils die optimalen Werkzeuge für kontinuierlichen und unterbrochenen Schnitt», beschreibt Frederik Schmalbach.
Speziell für die Anwendungsbereiche S05 bis S10 eignen sich die Schneidstoffe IB05S und IB10S. Diese sind hochbeständig gegen Verschleiss und Biegebruch. Ihre Schneidkanten sind besonders scharf. So bilden sie nur wenig Grat. Die Hauptschneide hat eine negative Fase. Als Standard gibt es von Iscar Schneidplatten mit scharfen Schneidkanten und negativen Geometrien mit 15, 25 und 35 Grad.
Späne optimal brechen
Herkömmliche Schneidplatten aus CBN bilden Späne speziell beim Bearbeiten von Bauteilen mit einsatzgehärteten Randzonen nur schwierig prozesssicher aus. Die Schnitttiefe ist oft grösser als die Dicke der gehärteten Randschicht. Deshalb entstehen beim Eingriff in den ungehärteten Werkstoff auch lange Fliessspäne. Diese sind nur schwierig abzuführen. Sie behindern den Zerspanungsprozess. Doch von Iscar gibt es dafür nunmehr Schneidplatten mit Spanformern HF und HM. Letztere sorgen beim wechselnden Eingriff in harte und weiche Bereiche dafür, dass die Späne optimal brechen. Mit ihnen kann man auch unter schwierigen, wechselnden Bedingungen prozesssicher bearbeiten.
Von Fachwissen profitieren
Bei der Auswahl passender Bearbeitungsparameter unterstützen die Spezialisten des Werkzeugherstellers die Anwender. Häufig geht es um Bearbeitungen, die nicht oder nur bedingt mit Standardwerkzeugen zu verwirklichen sind. Dazu erläutert Frederik Schmalbach: «Um fünf Grad unterschiedliche negative Mikrogeometrien entscheiden oft über Erfolg oder Misserfolg beim wirtschaftlichen Bearbeiten.» Dafür finden die Experten die opti- male Kombination aus CBN-Schneidstoff und Mikrogeometrie. Innerhalb von zehn Tagen produziert der Werkzeughersteller für solche Anwen- dungen unbeschichtete Sonder-Mikrogeometrien. - kmu - SMM
(ID:45830440)
:quality(80)/p7i.vogel.de/wcms/2b/1a/2b1a484a238a1644a0410255d9788423/0124883650v2.jpeg "MX Boronite überzeugt mit einer Schnittgeschwindigkeit bis zu 3000 m/min sowie einem Vorschub von 0,05–0,3 mm pro Zahn. (Bild: Urma)")
:quality(80)/p7i.vogel.de/wcms/a6/23/a6231251ad5a6ecbf4dbf23937ac89e2/0127007850v2.jpeg "Auf der EMO 2025 in Hannover zeigt der Schärfspezialist Vollmer in Halle 11 am Stand F26 sein Fullliner-Portfolio an automatisierten Schleif-, Erodier- und Lasermaschinen sowie Dienstleistungen und digitalen Services für die Metallbranche. (Bild: Vollmer Werke Maschinenfabrik GmbH)")