
:quality(80)/p7i.vogel.de/wcms/7a/81/7a81d6e4f934194604a7ee8e5d30e32e/0132477021v2.jpeg "Nach reiflicher Überlegung hat sich Stefan Deak (re.) entschieden, die Nachfolge für sein Unternehmen zu regeln und die Reimmann AG in die Hände von Renato Wenzin als Geschäftsleiter (li.) und Adrian Bangerter als Eigentümer (Mitte) zu übergeben. (Bild: Reimmann AG)")
:quality(80)/p7i.vogel.de/wcms/97/fe/97fe1295dbf58f55e6d20c84e2d6d44f/0132477299v2.jpeg "Quer durch die Werkshalle veranschaulichten 13 Technologiestationen das essenzielle Zusammenspiel von Digitalisierung, Automatisierung und der eigentlichen Bearbeitung in der Luft- und Raumfahrt. (Bild: Hannes Thalmann)")
:quality(80)/p7i.vogel.de/wcms/a7/78/a778e02ffed66844d3719ee41b685670/0132477049v2.jpeg "Nettoumsatz der drei Divisionen der Mikron Holding AG in Mio. CHF im ersten Halbjahr 2026 im Vergleich zum ersten Halbjahr 2025. (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/75/75/75755ed8b0d048e6f2df10d97f718b46/0132238819v2.jpeg "Vom 22. bis 24. April 2026 fand in Aachen der AKL’26 – International Laser Technology Congress statt. Dort informierten mehr als 90 Vortragende die 544 Fachleute über den aktuellen Stand der industriellen Lasertechnik. (Bild: Fraunhofer ILT, Aachen / Andreas Steindl.)")
:quality(80)/p7i.vogel.de/wcms/bd/84/bd844ad4f2e032319c31dbacc3aa483d/0132102952v2.jpeg "Die neue Generation «Evoline» Axial-Rollköpfe wurde speziell für die automatisierte Fertigung von grossen Gewinden in hochfesten Materialien entwickelt. (Bild: LMT)")
:quality(80)/p7i.vogel.de/wcms/8a/33/8a33ffed66311a1422a69c2e75c76450/0132102940v2.jpeg "Maschinenbediener Lukas Dömötör ist rundum zufrieden mit der «Forte 85 Single 1620». Selbst in der Schwerzerspanung liefert die Maschine eine tadellose Massstabilität – und ermöglicht so spürbare Produktivitätssteigerungen. (Bild: Christoph Schwarz, Gewo Feinmechanik GmbH & Co. KG)")
:quality(80)/p7i.vogel.de/wcms/53/69/53699ef14345f8d802ee0d5d5887b496/0132048847v2.jpeg "Fliegender Wechsel für minimierte Rüstzeiten: Auch bei laufenden Sägearbeiten können Bediener unterschiedliche Funktionen und Bedienfelder zu weiteren Sägeaufträgen aufrufen und Daten eingeben. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/d3/c6/d3c6ff406aaf5ad2038f255e3099b30b/0132048435v2.jpeg "Spritzgiessfertigung wird es in Zukunft ohne abgestimmte KI-Strategie nicht mehr geben. Wer heute Neuinvestitionen plant, kommt nicht umhin, die Integrationsoffenheit der Steuerung mit derselben Priorität zu bewerten wie Schliesskraft und Zykluszeit. (Bild:Sasint - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/a5/dc/a5dc8a72e6382359480457dd5ea9f6d6/0132048417v2.jpeg "Stets aktuell: Über die aktuellen Softwaremodule von Lantek können Blechverarbeiter ihre Produktion auch online unabhängig von Aufentaltsorten überwachen und planen. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/c6/f2/c6f2b521ffa60096e11d1873891c933e/0132048123v2.jpeg "Informationen, die in Bilder der realen Bauteile eingeblendet werden – beispielsweise 2D-CAD-Daten –, tragen dazu bei, qualitätsbestimmende Merkmale schnell und zuverlässig zu erkennen. (Bild: Visometry)")
:quality(80)/p7i.vogel.de/wcms/bd/36/bd367f287001b55045fce0d9fcc28c38/0132476008v2.jpeg "(Bild: unsplash.com ©Homa Appliances)")
:quality(80)/p7i.vogel.de/wcms/37/85/378521fe83c67ec83f0c5098bb239ffa/0132471712v2.jpeg "Damit Bootsrümpfe sauber bleiben: Der Unterwasserroboter «KeelCrab» nutzt schmierfreie Polymerlager von Igus für einen wartungsarmen und korrosionsfreien Einsatz im Salzwasser. (Bild: Igus SE & Co. KG)")
:quality(80)/p7i.vogel.de/wcms/01/c6/01c6b28a8ba82eb7843d9bc5e67dfc35/0132250464v2.jpeg "ABB Robotics und Roche entwickeln gemeinsam neue Robotiklösungen für klinische Labore. (Bild: ABB Robotics)")
:quality(80)/p7i.vogel.de/wcms/95/e0/95e06ebb99c296e6333f9837fa1bba8f/0132367577v2.jpeg "Damit der Sommerurlaub pünktlich beginnt: In der automatisierten Fluggastbrücke von «REEL» sorgen Energieketten und Leitungen von Igus für eine hohe Ausfallsicherheit im Flughafenbetrieb. (Bild: Igus SE & Co. KG)")
:quality(80)/p7i.vogel.de/wcms/ae/9a/ae9ae612dc61a247e364784422fb3940/0132364675v2.jpeg "Forschende von «MaterialsCommons» beim Kick-Off-Meeting am 17. Juli 2026 in Karlsruhe. (Bild: Fraunhofer IWM)")
:quality(80)/p7i.vogel.de/wcms/d6/23/d623e0b328bb12863d49fb985323549b/0132296015v2.jpeg "Joël Mesot und Reinhold R. Geilsdörfer, Vorsitzender der Geschäftsführung der Dieter Schwarz Stiftung, drücken gemeinsam den Startknopf zur Eröffnung. (Bild: imagis / ETH Zürich)")
:quality(80)/p7i.vogel.de/wcms/e0/3e/e03eb00ea656dfdd51ff96ec1d989ae7/0132292913v2.jpeg "Das FHNW Rover-Team qualifiziert sich für die European Rover Challenge 2026. (Bild: FHNW )")
:quality(80)/p7i.vogel.de/wcms/12/09/1209849384d2fc64763d4be24e5d25c3/0132250748v2.jpeg "V. l. n. r.: Christophe Ballif (Scientific Advisor, CSEM), Andrea Dunbar (CTO, CSEM), Kerem Artuk (R&D Engineer, CSEM), Claude Nicollier (ehemaliger Präsident des CSEM und Schweizer Astronaut) und Christian Wolff (EPFL PV Lab). (Bild: CSEM)")
CPM Precision GmbH: Bearbeitung von Hightech Werkstoffen Mikrowerkzeuge für die Zahnimplantat-Fertigung
Zahnimplantate sind Hightech-Produkte, die aus biokompatiblem Material gedreht und gefräst werden. Die dabei eingesetzten Mikrowerkzeuge müssen höchste Anforderungen an Genauigkeit und Haltbarkeit bei der Bearbeitung von teilweise schwer zerspanbaren Werkstoffen erfüllen.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/101400/101472/65.jpg "LOGO.jpg ()")
«Fehlende Zähne führen oft zu einer massiven Beeinträchtigung der Lebensqualität», weiss Frank Knapp, Produktionsleiter der CPM Precision GmbH in Hirschberg (Deutschland). In solchen Fällen könne die moderne Zahnmedizin durch Einsetzen von Dentalimplantaten in den Kiefer Abhilfe schaffen. Bei diesen Implantaten handelt es sich um fest im Knochen verankerte «künstliche Wurzeln» aus biokompatiblem Werkstoff, vorwiegend Titan. Das mittelständische Unternehmen CPM Precision GmbH hat sich auf die Entwicklung, Herstellung und Lieferung von Medizinprodukten mit Schwerpunkt Dentalimplantologie spezialisiert. Dank seiner Innovationsfähigkeit und Servicebereitschaft konnte das im Jahr 2000 gegründete Unternehmen inzwischen eine führende Position auf dem weltweiten Markt für Dentalimplantate erreichen. Dabei agiert man als Zulieferer für meist international tätige Abnehmer, die als sogenannte Inverkehrbringer Komplettpakete mit selbst konzipierten Implantatsystemen an Zahnärzte und Kliniken liefern.
Gefragt sind Qualität ...
«Solche Implantate werden in vielen Fällen aus Titan hergestellt, weil dieses Material dank seiner hervorragenden Biokompatibilität nicht abgestossen wird», sagt Dr. Jens-Jörg Esser, Geschäftsführer des Werkzeugherstellers Hobe GmbH in Baienfurt. Die Herstellung dieser sehr anspruchsvollen Bauteile erfolgt auf CNC-Langdrehautomaten. Ausgangsmaterial sind Stangen mit passendem Durchmesser, die über ein automatisches Magazin zugeführt werden. Die Qualitätsanforderungen sind sehr hoch, denn Genauigkeit und Oberflächenqualität der komplex geformten Bauteile entscheiden später darüber, wie gut das Implantat auf Dauer den Belastungen durch die sehr hohen Kräfte beim Kauen der Nahrung standhält. Besonders extrem sind die Anforderungen bei den Innenkonturen der aus mehreren Einzelteilen bestehenden Implantatbaugruppe. Deren Verbindung erfolgt oft formschlüssig mit enger Passung, wobei eine Schraube mit eng toleriertem Präzisionsgewinde für den Zusammenhalt sorgt. Da die Aussendurchmesser der Implantate je nach Ausführung lediglich 3–6 mm betragen, kommen für die Bearbeitung der Innenkonturen entsprechend filigrane Mikrowerkzeuge zum Einsatz. Neben höchster Genauigkeit müssen diese noch weitere wesentliche Eigenschaften aufweisen: Hohe Standzeiten müssen bei der Zerspanung des bearbeitungsschwierigen Titans gewährleistet werden. Dies wird durch besonders scharfen Schliff, kleine Eckradien sowie polierte und spiralig ausgeführte Spannuten erreicht. Ebenso bedeutsam ist die Möglichkeit, die Werkzeuge bei Bedarf schnell und einfach wechseln und danach ohne Neujustierung gleich weiterproduzieren zu können.
... und Flexibilität ...
«Diese schnelle Austauschbarkeit ist für die Anwender besonders wichtig, denn sie ist Voraussetzung für die hohe Produktivität und Flexibilität, die der Markt von ihnen erwartet», ergänzt Dr. Esser. Da die verwendeten CNC-Langdrehautomaten viele Achsen und Werkzeuge haben und die geforderten Toleranzen sehr eng sind, nimmt die Umrüstung auf ein anderes Produkt vergleichsweise viel Zeit in Anspruch. Dies hat Auswirkungen auf die Stückkosten, die zudem mit sinkenden Losgrössen steil nach oben gehen. Als flexible Mittelständler sehen sich Hersteller wie CPM Precision jedoch in erster Linie dem Kundenwohl verpflichtet und nehmen daher auch kleinere Auftragsvolumina an. Das erzwingt dann von den Produktionsverantwortlichen immer mal wieder den Spagat zwischen den Wünschen des Kunden einerseits und Wirtschaftlichkeitserfordernissen andererseits.
… auch vom Werkzeuglieferanten
«Aus diesem Grund ist es für unsere Abnehmer von grösster Bedeutung, dass wir sie als Werkzeuglieferant bei der Bewältigung dieses Spagats partnerschaftlich unterstützen», verrät Dr. Esser. Bei den Mikrowerkzeugen für die Innenbearbeitung der Implantate habe Hobe diesen Erfordernissen bereits seit Jahrzehnten Rechnung getragen. Dies beginne mit der Qualität der besonders hochwertigen Hartmetallsorten sowie der Sorgfalt der Schleifbearbeitung. Zudem habe man sich bei der Entwicklung an denjenigen Aspekten orientiert, welche die Kunden am dringendsten benötigten. Diese Praxisorientierung zeige sich beispielsweise im Werkzeugsystem Borin an der Kombination aus dem Schnellwechselhalter SDA und den SDG-Bohrstangen für das Innenausdrehen von Bohrungen. Der Werkzeughalter selbst wird mithilfe von Prismenflächen auf der zugehörigen Bearbeitungseinheit ausgerichtet und gespannt. Die Fixierung des eingesetzten Werkzeugs erfolgt auf einfachste Weise durch das werkzeuglose Festziehen einer gerändelten Überwurfmutter von Hand. Das rückwärtige Ende des Werkzeugschafts ist schräg angeschliffen. Dadurch wird die Position des Werkzeugs sowohl von der Einspanntiefe her als auch bezüglich seiner radialen Positionierung durch den Kontakt mit einem Querstift eindeutig definiert. Alle Drehwerkzeuge des Typs Borin sind mit einer innenliegenden Kühlbohrung ausgestattet, die über den Werkzeughalter mit Kühlschmierstoff versorgt wird. Die Bohrung endet unmittelbar an der Schneide. Da Halter und Werkzeuge mit Toleranzen im unteren einstelligen µm-Bereich gefertigt werden, wird beim Wechsel eine Wiederholgenauigkeit von ± 5 µm eingehalten. Die bei Implantaten geforderten Toleranzen liegen dagegen typischerweise bei ca. ± 25 µm. Deshalb könnte im Prinzip ohne Nachmessen sofort weiterproduziert werden. «Natürlich wird dennoch das erste neu produzierte Teil komplett vermessen, doch ist es bisher noch nie vorgekommen, dass das neue Produkt nicht sofort wieder den geforderten Spezifikationen entsprochen hat», bestätigt F. Knapp.
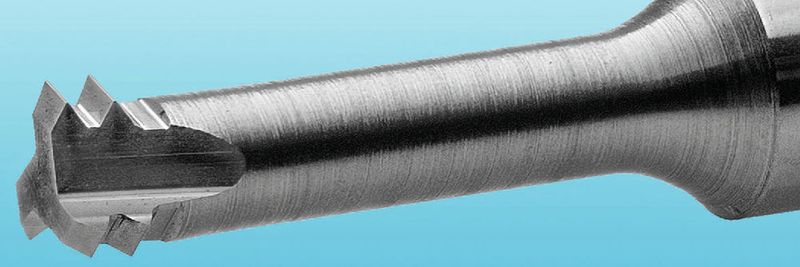
Vergleichbare Ansprüche erfüllen auch andere von Hobe gelieferte Werkzeuge wie Sechskant-Stossstempel des Typs Broachin für das Einbringen von Mehrkantprofilen oder Gewindewirbler des Typs tourin für die Herstellung der Präzisionsgewinde im unteren Schaftbereich des Implantats. «Die Abrufzahlen für diese Werkzeugtypen bestätigen, dass wir auch in diesen Bereichen bezüglich der Werkzeugqualität bei den Anwendern einen hervorragenden Ruf geniessen», so Dr. Esser. SMM
(ID:44713806)
:quality(80)/p7i.vogel.de/wcms/45/d4/45d41b79d3669c9b7a7d4b2e3a6a91a9/0130229196v2.jpeg "Michael Mangold (li., Fertigungsleiter, Leuka GmbH) und Baris Dogan (Technical Sales Engineer, Ceratizit) sind zufrieden mit dem neu entwickelten Fräser zur Titanbearbeitung. (Bild: Ceratitzit)")
:quality(80)/p7i.vogel.de/wcms/58/2b/582be3eca5b7dd366d62c08e8c9fa3e5/0129961891v2.jpeg "Massgefertigt: Rechts oben das Fräsbearbeitungszentrum «RXP 601 DSH Z2» mit Doppelspindel, mittig der Roboter und links das Magazin mit Werkstücken und Werkzeugen. (Bild: Klaus Vollrath)")