
:quality(80)/p7i.vogel.de/wcms/c5/d2/c5d251d183504367640c9a3ef6038c7e/0132352905v2.jpeg "Jens Marquordt wird am 1. Januar 2027 als neuer CFO in die StarragTornos Group eintreten und ab dem 1. April 2027 die operative Verantwortung von Markus Jäger übernehmen, der per 31. März 2027 in den Ruhestand gehen wird. (Bild: StarragTornos Group)")
:quality(80)/p7i.vogel.de/wcms/79/c0/79c0764b7d35b202263d5a5b2f31741b/0132298432v2.jpeg "Thomas Seiler, Präsident des Schweizer Service Verbands (SKDV): «Wer KI als Assistenten begreift, kann damit schneller, präziser und effizienter im Service und in der Instandhaltung werden.» (Bild: Thomas Seiler)")
:quality(80)/p7i.vogel.de/wcms/d6/23/d623e0b328bb12863d49fb985323549b/0132296015v2.jpeg "Joël Mesot und Reinhold R. Geilsdörfer, Vorsitzender der Geschäftsführung der Dieter Schwarz Stiftung, drücken gemeinsam den Startknopf zur Eröffnung. (Bild: imagis / ETH Zürich)")
:quality(80)/p7i.vogel.de/wcms/75/75/75755ed8b0d048e6f2df10d97f718b46/0132238819v2.jpeg "Vom 22. bis 24. April 2026 fand in Aachen der AKL’26 – International Laser Technology Congress statt. Dort informierten mehr als 90 Vortragende die 544 Fachleute über den aktuellen Stand der industriellen Lasertechnik. (Bild: Fraunhofer ILT, Aachen / Andreas Steindl.)")
:quality(80)/p7i.vogel.de/wcms/bd/84/bd844ad4f2e032319c31dbacc3aa483d/0132102952v2.jpeg "Die neue Generation «Evoline» Axial-Rollköpfe wurde speziell für die automatisierte Fertigung von grossen Gewinden in hochfesten Materialien entwickelt. (Bild: LMT)")
:quality(80)/p7i.vogel.de/wcms/8a/33/8a33ffed66311a1422a69c2e75c76450/0132102940v2.jpeg "Maschinenbediener Lukas Dömötör ist rundum zufrieden mit der «Forte 85 Single 1620». Selbst in der Schwerzerspanung liefert die Maschine eine tadellose Massstabilität – und ermöglicht so spürbare Produktivitätssteigerungen. (Bild: Christoph Schwarz, Gewo Feinmechanik GmbH & Co. KG)")
:quality(80)/p7i.vogel.de/wcms/53/69/53699ef14345f8d802ee0d5d5887b496/0132048847v2.jpeg "Fliegender Wechsel für minimierte Rüstzeiten: Auch bei laufenden Sägearbeiten können Bediener unterschiedliche Funktionen und Bedienfelder zu weiteren Sägeaufträgen aufrufen und Daten eingeben. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/d3/c6/d3c6ff406aaf5ad2038f255e3099b30b/0132048435v2.jpeg "Spritzgiessfertigung wird es in Zukunft ohne abgestimmte KI-Strategie nicht mehr geben. Wer heute Neuinvestitionen plant, kommt nicht umhin, die Integrationsoffenheit der Steuerung mit derselben Priorität zu bewerten wie Schliesskraft und Zykluszeit. (Bild:Sasint - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/a5/dc/a5dc8a72e6382359480457dd5ea9f6d6/0132048417v2.jpeg "Stets aktuell: Über die aktuellen Softwaremodule von Lantek können Blechverarbeiter ihre Produktion auch online unabhängig von Aufentaltsorten überwachen und planen. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/c6/f2/c6f2b521ffa60096e11d1873891c933e/0132048123v2.jpeg "Informationen, die in Bilder der realen Bauteile eingeblendet werden – beispielsweise 2D-CAD-Daten –, tragen dazu bei, qualitätsbestimmende Merkmale schnell und zuverlässig zu erkennen. (Bild: Visometry)")
:quality(80)/p7i.vogel.de/wcms/01/c6/01c6b28a8ba82eb7843d9bc5e67dfc35/0132250464v2.jpeg "ABB Robotics und Roche entwickeln gemeinsam neue Robotiklösungen für klinische Labore. (Bild: ABB Robotics)")
:quality(80)/p7i.vogel.de/wcms/37/90/37903678a8ef48784c5b6cbe53299702/0132250715v2.jpeg "ABB Robotics und Psyonic arbeiten zusammen, um das Greifen und die Geschicklichkeit von Robotern zu verbessern – eine Schlüsselkompetenz für autonome, vielseitige Roboter (Autonomous Versatile Robotics, kurz AVR). (Bild: ABB Robotics)")
:quality(80)/p7i.vogel.de/wcms/ac/51/ac512bf1c07a07f157e3ff0fb3095b16/0132249346v2.jpeg "V. l. n. r.: Jane Heffner übernimmt von Takayuki Ito in Chicago. (Bild: International Federation of Robotics)")
:quality(80)/p7i.vogel.de/wcms/19/54/1954e6cb5b42672085da9679d2e46a41/0132041533v2.jpeg "Auf spezifische Tätigkeiten konfigurierte KI wird beispielsweise beim Schweissen die Nahtverfolgung optimieren. (Bild: Universal Robots)")
:quality(80)/p7i.vogel.de/wcms/e0/3e/e03eb00ea656dfdd51ff96ec1d989ae7/0132292913v2.jpeg "Das FHNW Rover-Team qualifiziert sich für die European Rover Challenge 2026. (Bild: FHNW )")
:quality(80)/p7i.vogel.de/wcms/12/09/1209849384d2fc64763d4be24e5d25c3/0132250748v2.jpeg "V. l. n. r.: Christophe Ballif (Scientific Advisor, CSEM), Andrea Dunbar (CTO, CSEM), Kerem Artuk (R&D Engineer, CSEM), Claude Nicollier (ehemaliger Präsident des CSEM und Schweizer Astronaut) und Christian Wolff (EPFL PV Lab). (Bild: CSEM)")
:quality(80)/p7i.vogel.de/wcms/53/f0/53f05ca8e5c014c9bed0b4eb46a85900/0132252482v2.jpeg "Forschende wollen beschädigte Brücken und andere Stahlkonstruktionen mithilfe des 3D-Metalldrucks reparieren. (Bild: Empa)")
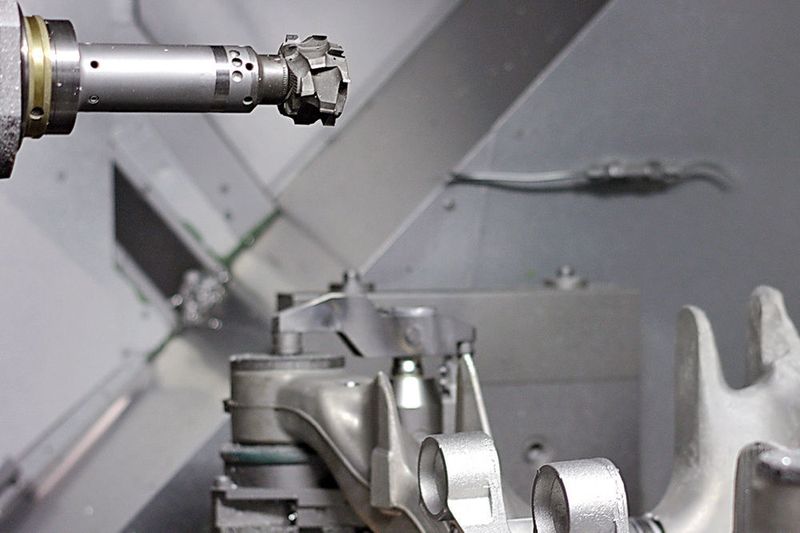
Automobilproduktion Perfekte Komponentenfertigung bei BMW
Ziel war, die Bearbeitung eines Alu-Hinterachsträgers – sogenannte Strukturkomponente – bei der BMW-Produktion zu optimieren. Dank wechselseitiger hoch-positiver/negativer Einbaulage der Schneiden, Reduzierung der effektiven Schneiden, Einbau sehr kurzer PKD-Blanks sowie der Reduzierung der Schnittkräfte gelang es, die anspruchsvollen Zielvorgaben zu erreichen. Wie das im Detail erreicht wurde, lesen Sie im nachfolgenden Bericht.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/101400/101470/65.jpg "LOGO2.jpg ()")
Die Forderung nach Gewichtseinsparung im Automobilbau hat längst über die traditionellen Alu-Komponenten im Bereich Motor- und Getriebebau hinweg Fahrwerks- und Strukturkomponenten erfasst.
Besonders im Bereich Achsträger bieten moderne Aluminium-Bauteile enorme Vorteile. Die Masse des Achsträgers kann bei gleicher Stabilität verringert werden. Durch die Gewichtsverringerung stellen sich nicht nur die angestrebten Verbesserungen hinsichtlich Kraftstoffverbrauch und CO2-Einsparungen ein, auch das Fahrverhalten wird positiv beeinflusst.
:quality(80)/images.vogel.de/vogelonline/bdb/923300/923399/original.jpg "(Bild: Ingersoll)")
:quality(80)/images.vogel.de/vogelonline/bdb/923400/923401/original.jpg "(Bild: Ingersoll)")
:quality(80)/images.vogel.de/vogelonline/bdb/923300/923398/original.jpg "(Bild: Ingersoll)")
:quality(80)/images.vogel.de/vogelonline/bdb/932100/932109/original.jpg "(Bild: Ingersoll)")
Strukturkomponenten aus Aluminium
Die Stabilität des Achsträgers verbessert den Bodenkontakt, das geringe Gewicht erhöht den Komfort und die Dynamik. Dies sind wichtige Argumente, weshalb Automobilhersteller seit Jahren Fahrwerks- und Strukturkomponenten aus Aluminium verwenden.
Die Verwendung von Aluminium-Bauteilen hat auch in den Produktionsstandorten von BMW in Dingolfing eine lange Tradition. So stand auch die Bearbeitung eines Hinterachsträgers aus Aluminium für diverse Baureihen im Fokus der Fertigungsverantwortlichen bei BMW im Werk Dingolfing.
Acht Anbindungen am Hinterachsträger (vier Schwingenanbindungen und vier Querlenkeranbindungen) wurden zusammen mit der Firma Ingersoll analysiert und optimiert.
Aufgrund der gemeinsamen Istzustands-Analyse wurde seitens Ingersoll ein Aktionsplan erstellt. Folgende Vorgaben sollten bei dem neuen Werkzeug realisiert werden:
- Reduzierung der Schnittkräfte.
- Einbau sehr kurzer PKD-Blanks.
- Reduzierung der effektiven Schneiden.
- Wechselseitige hoch-positive/negative Einbaulage der Schneiden, um einen sehr weichen Initialkontakt zu realisieren.
- Ausgleich der axialen Schnittkräfte durch den positiven und negativen Einbau.
Reduzierung der effektiven Schneidenzahl
Um die Möglichkeit zur Reduzierung der effektiven Schneidenzahl zu untersuchen, wurden zwei Varianten mit Z = 4 und Z = 3 erarbeitet und der Kontaktbereich der vorgeschlagenen Werkzeuge untersucht. Nach Erörterung der Ist-Situation wurde entschieden, ein Testwerkzeug mit Z = 3 zu fertigen.
Weiterhin sollten bei dem Testwerkzeug die Spanräume möglichst weit geöffnet werden, um einen Spänestau im Spanraum zu verhindern.
Einsatz des Testwerkzeuges bei BMW in Dingolfing
Wie im gemeinsamen Gespräch beschlossen, hat Ingersoll ein Testwerkzeug mit drei effektiven Schneiden produziert. Das Werkzeug wurde für die Verwendung von Minimalmengenschmierung ausgelegt. Das neue Werkzeug konnte Mitte 2013 zum ersten Mal eingesetzt werden. Schon zu diesem Zeitpunkt war ein sehr positives Fräsverhalten erkennbar.
Die nach einigen Monaten erreichte Standmenge überstieg dann alle Erwartungen. Es wurden in der Spitze Standmengen erreicht, die das 5- bis 7-Fache der bisherigen Standmenge betrugen. Um eine stabile und sichere Produktion zu gewährleisten, wird in der Praxis mit den neuen Werkzeugen etwa die 3,5-fache Standmenge der bisherigen Werkzeuge als Standard erreicht.
Mit den neuen Werkzeugen konnte der Fräsprozess verbessert werden. Neben der erwähnten Zerspanungsoptimierung bringt die enorme Standmengenverbesserung zudem eine Ersparnis bei den Werkzeugkosten. <<
(ID:43610005)
:quality(80)/p7i.vogel.de/wcms/fc/18/fc18caf222880d566f4de5d8789a9787/0129485304v2.jpeg "Insgesamt fast 300 Interessierte trafen sich in Winterthur, Olten und Lausanne (frz. Sprache) zum 16. Swissmem Zerspanungsseminar, dass alle zwei Jahre neueste Technologien rund um die Zerspanung präsentiert. Im Bild Teilnehmer des Swissmem Zerspanungsseminars in Olten. (Bild: Matthias Böhm)")
:quality(80)/p7i.vogel.de/wcms/e8/4a/e84a5516a7bbe6d8b78b5fdd66d2b86b/0130897765v2.jpeg "Ingersoll hat eine neue SchlichtfräserSerie mit vor Stirn angeordneten Tangentialschneiden entwickelt. Im Bild der «Micromill»-Schlichtfräser Serie «6F6S» mit der Wendeplatte «YDA-22L101». (Bild: Ingersoll)")