
:quality(80)/p7i.vogel.de/wcms/98/b5/98b5b8526f1f9abb97a588b0aeaed65f/0132617318v2.jpeg "Wolfgang Ulmer, Managing Director der Grob Schweiz AG, sprach mit Nastassja Neumaier, stv. SMM-Chefredaktorin, über 100 Jahre Grob und die Zukunftsfähigkeit des Werkplatzes Schweiz. (Bild: Matthias Böhm)")
:quality(80)/p7i.vogel.de/wcms/86/53/8653d135ac939cb4273b3f161ad8e4c0/0132616414v2.jpeg "Umang Maradia (li., Managing Director) und Thomas Wengi (re., Sales Director, beide Agie Charmilles) vor dem neuen Produktionsstandort von Agie Charmilles in Losone. (Bild: Matthias Böhm)")
:quality(80)/p7i.vogel.de/wcms/7c/d7/7cd77b86466ea73a47798ab010d631c8/0132591671v2.jpeg "Der Messeauftritt soll deutlich machen: Wer in der Schweiz auf Rockwell Automation setzt, findet in Routeco einen Partner, der Technologie nicht nur bereitstellt, sondern in funktionierende, wirtschaftliche Lösungen überführt. (Bild: Routeco)")
:quality(80)/p7i.vogel.de/wcms/ba/01/ba01efee77344c70f3fa98deb98b3e99/0132618837v2.jpeg "Remo Knecht, Schichtleiter bei Burckhardt Compression, beim Einspannen eines Werkzeuges in einen «powRgrip»-Werkzeughalter. (Bild: Vischer & Bolli)")
:quality(80)/p7i.vogel.de/wcms/69/e2/69e29a56bbf47b663ece73c8fcfab190/0132617886v2.jpeg "Escha, Fehlmann, Gibas und Evomecs arbeiteten von Anfang an eng zusammen, um die technischen, organisatorischen und digitalen Anforderungen optimal aufeinander abzustimmen. V. l. n. r.: Alain Strebel (Verkaufsleiter Nord-Europa, Fehlmann), Benjamin Unruh (Projektmanager, Escha), Enrico Akkerman (CCO, Gibas) und Peter Potjans (Fehlmann). (Bild: Fehlmann)")
:quality(80)/p7i.vogel.de/wcms/53/69/53699ef14345f8d802ee0d5d5887b496/0132048847v2.jpeg "Fliegender Wechsel für minimierte Rüstzeiten: Auch bei laufenden Sägearbeiten können Bediener unterschiedliche Funktionen und Bedienfelder zu weiteren Sägeaufträgen aufrufen und Daten eingeben. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/d3/c6/d3c6ff406aaf5ad2038f255e3099b30b/0132048435v2.jpeg "Spritzgiessfertigung wird es in Zukunft ohne abgestimmte KI-Strategie nicht mehr geben. Wer heute Neuinvestitionen plant, kommt nicht umhin, die Integrationsoffenheit der Steuerung mit derselben Priorität zu bewerten wie Schliesskraft und Zykluszeit. (Bild:Sasint - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/a5/dc/a5dc8a72e6382359480457dd5ea9f6d6/0132048417v2.jpeg "Stets aktuell: Über die aktuellen Softwaremodule von Lantek können Blechverarbeiter ihre Produktion auch online unabhängig von Aufentaltsorten überwachen und planen. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/c6/f2/c6f2b521ffa60096e11d1873891c933e/0132048123v2.jpeg "Informationen, die in Bilder der realen Bauteile eingeblendet werden – beispielsweise 2D-CAD-Daten –, tragen dazu bei, qualitätsbestimmende Merkmale schnell und zuverlässig zu erkennen. (Bild: Visometry)")
:quality(80)/p7i.vogel.de/wcms/ac/f1/acf12aa893128ac99f5e614f3b54bc71/0132542256v2.jpeg "(Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/d8/b0/d8b0289d9bee73ec35c226a7972f5bbf/0132535837v2.jpeg "Der neu gewählte Vorstand von GOP (v. l. n. r.): Rolf Freiburghaus, Michelle Schenker, Andreas Bachmann, Julia Lacher, Holger Hanau und Marco Carrano. Nicht abgebildet: Willi Graf. (Bild: Gesellschaft für Fluidtechnik (GOP))")
:quality(80)/p7i.vogel.de/wcms/95/e0/95e06ebb99c296e6333f9837fa1bba8f/0132367577v2.jpeg "Damit der Sommerurlaub pünktlich beginnt: In der automatisierten Fluggastbrücke von «REEL» sorgen Energieketten und Leitungen von Igus für eine hohe Ausfallsicherheit im Flughafenbetrieb. (Bild: Igus SE & Co. KG)")
:quality(80)/p7i.vogel.de/wcms/8f/d3/8fd3ed6832ff422cae482706ba24dd57/0132541011v2.jpeg "Das Konsortialteam des Forschungsprojektes «SKIPRO». (Bild: WZL)")
:quality(80)/p7i.vogel.de/wcms/ae/9a/ae9ae612dc61a247e364784422fb3940/0132364675v2.jpeg "Forschende von «MaterialsCommons» beim Kick-Off-Meeting am 17. Juli 2026 in Karlsruhe. (Bild: Fraunhofer IWM)")
:quality(80)/p7i.vogel.de/wcms/d6/23/d623e0b328bb12863d49fb985323549b/0132296015v2.jpeg "Joël Mesot und Reinhold R. Geilsdörfer, Vorsitzender der Geschäftsführung der Dieter Schwarz Stiftung, drücken gemeinsam den Startknopf zur Eröffnung. (Bild: imagis / ETH Zürich)")
:quality(80)/p7i.vogel.de/wcms/e0/3e/e03eb00ea656dfdd51ff96ec1d989ae7/0132292913v2.jpeg "Das FHNW Rover-Team qualifiziert sich für die European Rover Challenge 2026. (Bild: FHNW )")
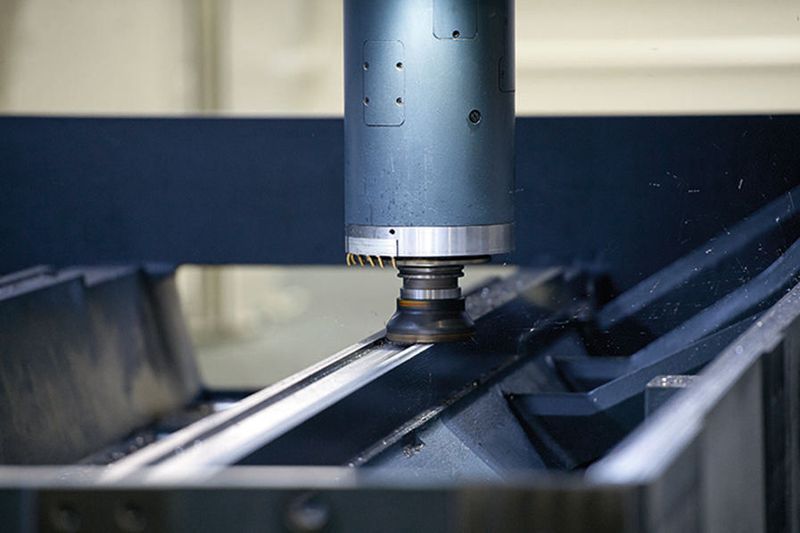
CAD/CAM: Präzision für Riesen Virtualisierte Rüst- und Bearbeitungsprozesse
Bunorm hat sich auf das Fräsen von Grossteilen spezialisiert. Auf dem weltweit ersten Fünf-Achs-Portalbearbeitungszenter «DMG DMU 600 P» werden aktuell Maschinenbette für die Portalfräsmaschine «DMU 210» von DMG Mori gefräst. Nur aufgrund der stabilen, präzisen Bauart der Maschine und der geschaffenen Umgebungstemperatur können die hohen Qualitätsansprüche von DMG erreicht werden. Mit dem CAM-Programmiersystem «TopSolid» werden wichtige Erfolgsfaktoren wie kurze Umrüst- und Aufspannzeiten erreicht.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/61100/61171/65.jpg "Logo.JPG ()")
Die Bunorm AG in Aarwangen beschäftigt 68 Mitarbeitende, davon 11 Lernende in den Berufen Polymechaniker, Produktionsmechaniker sowie Anlage- und Apparatebauer. Geführt wird das Unternehmen von Urs und Sibylle Morgenthaler in zweiter Generation. Die Kernkompetenzen liegen im Anlagenbau sowie dem gesamten Spektrum von einfachen Einzelteilen bis hin zu sehr komplexen Baugruppen. Das Unternehmen feierte diesen Sommer sein 50-jähriges Bestehen.
Neben den eigenen Produkten (hydraulische Pressen und Automationsanlagen) fertigt Bunorm täglich im Zwei-Schicht-Betrieb in typischer Lohnarbeit. Sie hat sich dabei aufs Fräsen von Grossteilen spezialisiert. Gussteile, Stahlträger und Schweisskonstruktionen werden auf moderne Art bearbeitet.
41 Meter lange Maschine
Mehr als sieben Millionen Franken hat die Bunorm AG kürzlich in ein Fünf-Achs-Portalbearbeitungszenter und in die 2000 Quadratmeter grosse Werkhalle mit Programmierbüros und eigener Anlieferung für Grossteile investiert. Mit der Installation der weltweit ersten «DMU 600 P» können Werkstücke bis 18 Meter Länge und 60 Tonnen Gewicht bearbeitet werden. Die 41 Meter lange Maschine ermöglicht maximale Präzision bei höchster Dynamik. Beim Neubau wurden weitere Massnahmen wie die Nutzung von Grundwasser und die Stromgewinnung durch die hauseigene Solaranlage umgesetzt. Zudem sind die voll klimatisierten Räumlichkeiten Voraussetzung für die Gewährleistung von höchsten Qualitätsanforderungen. Gleichzeitig konnte die Abteilung für Lernende modernisiert und somit die Attraktivität der Lehrlingsausbildung erhöht werden.
:quality(80)/images.vogel.de/vogelonline/bdb/989700/989729/original.jpg "(Bild: NC Data)")
:quality(80)/images.vogel.de/vogelonline/bdb/989700/989730/original.jpg "(Bild: Bunorm)")
:quality(80)/images.vogel.de/vogelonline/bdb/989700/989731/original.jpg "(Bild: Bunorm)")
:quality(80)/images.vogel.de/vogelonline/bdb/989700/989732/original.jpg "(Bild: Bunorm)")
Bei unterschiedlichsten Bauteildimensionen und Losgrössen war eine hohe Bearbeitungsflexibilität und damit verbunden kurze Umrüst- und Aufspannzeiten, das heisst reduzierte Stillstandzeiten und optimierte Bearbeitungszeiten, ein wichtiges Auswahlkriterium für die neue Maschine.
Eben- und Geradheit: 0,005 Millimeter über 3,1 Meter
Wenn es die Bauteile zulassen, können auf drei jeweils sechs Meter langen Tischen mehrere Vorgänge gleichzeitig durchgeführt werden. Während auf Tisch eins beispielsweise aufgespannt wird, ist die Maschine mit Tisch zwei im produktiven Einsatz und parallel dazu werden auf Tisch drei die fertig bearbeiteten Bauteile abgerüstet. Natürlich lassen sich zwei Tische auch aneinanderkoppeln und ermöglichen somit auch 12 Meter lange, respektive beim Koppeln aller drei Tische sogar 18 Meter lange Bauteile zu bearbeiten. Zudem kann bei Bedarf auch ein vollumfänglich CNC-gesteuerter Teilapparat zum Einsatz kommen.
Die Werkzeugarena verfügt über maximal 222 Werkzeuge bis zu einem Durchmesser von 400 Millimeter, einer Länge von 900 Millimeter und bis zu 80 Kilogramm Gewicht.
Aktuell werden Maschinenbette für die «DMU 210» gefräst. Nur aufgrund der stabilen Bauart der Maschine und der geschaffenen Umgebungstemperatur können die hohen Qualitätsansprüche von DMG erreicht werden. So wird zum Beispiel die geforderte Eben- und Geradheit der Führungsbahnen von 0,005 Millimeter über 3,1 Meter erreicht.
(ID:43599581)
:quality(80)/p7i.vogel.de/wcms/a0/de/a0deaa8f451d375683a911f53768e744/0129136935v2.jpeg "DMG Mori Hausausstellung Pfronten 2026: 5-Achs-Kompetenz trifft skalierbare Automation und integrierte Fertigungsabläufe – live vom 26. Januar bis zum 6. Februar 2026. (Bild: DMG Mori)")
:quality(80)/p7i.vogel.de/wcms/b1/80/b1802f9f88bd94c628c8ba0c6cb582b2/0132045002v2.jpeg "Fertig bearbeitetes Aluminium-Bauteil für die Gasbranche – hochgenau fünfachsig simultangefräst bei Maschinenbau Strunk. (Bild: Haimer)")