
:quality(80)/p7i.vogel.de/wcms/65/fc/65fc864912182d61de441a3d50daed37/0132180394v2.jpeg "(Bild: Grob-Werke GmbH & Co. KG)")
:quality(80)/p7i.vogel.de/wcms/d3/a0/d3a0cc8bd7068c046d1fc19bfa7cc1a4/0132006534v2.jpeg "Arbeitssicherheit in der Industrie beginnt bei der einfachen Erkenntnis, dass sichere Arbeit kein Zusatz zum Produktionsalltag ist, sondern eine Grundbedingung für funktionierende Abläufe. (Bild: Ana Lucia Videira (Unsplash))")
:quality(80)/p7i.vogel.de/wcms/9e/1b/9e1b6643ca0654d48590c4396eb005c1/0132053831v2.jpeg "Durch die Partnerschaft zwischen Siemens und IFS sollen Hersteller in die Lage versetzt werden, technische Erkenntnisse mit der betrieblichen Realität zu verknüpfen. (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/bd/84/bd844ad4f2e032319c31dbacc3aa483d/0132102952v2.jpeg "Die neue Generation «Evoline» Axial-Rollköpfe wurde speziell für die automatisierte Fertigung von grossen Gewinden in hochfesten Materialien entwickelt. (Bild: LMT)")
:quality(80)/p7i.vogel.de/wcms/8a/33/8a33ffed66311a1422a69c2e75c76450/0132102940v2.jpeg "Maschinenbediener Lukas Dömötör ist rundum zufrieden mit der «Forte 85 Single 1620». Selbst in der Schwerzerspanung liefert die Maschine eine tadellose Massstabilität – und ermöglicht so spürbare Produktivitätssteigerungen. (Bild: Christoph Schwarz, Gewo Feinmechanik GmbH & Co. KG)")
:quality(80)/p7i.vogel.de/wcms/a5/dc/a5dc8a72e6382359480457dd5ea9f6d6/0132048417v2.jpeg "Stets aktuell: Über die aktuellen Softwaremodule von Lantek können Blechverarbeiter ihre Produktion auch online unabhängig von Aufentaltsorten überwachen und planen. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/53/69/53699ef14345f8d802ee0d5d5887b496/0132048847v2.jpeg "Fliegender Wechsel für minimierte Rüstzeiten: Auch bei laufenden Sägearbeiten können Bediener unterschiedliche Funktionen und Bedienfelder zu weiteren Sägeaufträgen aufrufen und Daten eingeben. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/d3/c6/d3c6ff406aaf5ad2038f255e3099b30b/0132048435v2.jpeg "Spritzgiessfertigung wird es in Zukunft ohne abgestimmte KI-Strategie nicht mehr geben. Wer heute Neuinvestitionen plant, kommt nicht umhin, die Integrationsoffenheit der Steuerung mit derselben Priorität zu bewerten wie Schliesskraft und Zykluszeit. (Bild:Sasint - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/c6/f2/c6f2b521ffa60096e11d1873891c933e/0132048123v2.jpeg "Informationen, die in Bilder der realen Bauteile eingeblendet werden – beispielsweise 2D-CAD-Daten –, tragen dazu bei, qualitätsbestimmende Merkmale schnell und zuverlässig zu erkennen. (Bild: Visometry)")
:quality(80)/p7i.vogel.de/wcms/70/3b/703bd7c9abccc6d41b20a9023611088c/0132155425v2.jpeg "Das komplette Programm Roboter der Baureihe «Gessbot» ist inzwischen auf der mit KI ausgeführten Softwareplattform «Nova» aufgebaut und lässt sich problemlos mit Robotern anderer Hersteller zu umfassenden industriellen Automatisierungen kombinieren. (Bild: Gessmann)")
:quality(80)/p7i.vogel.de/wcms/88/d7/88d7f175e6062f70f0fccca01eb56a09/0132046295v2.jpeg "Komplexe, weitreichend automatisierte Maschinen, zum Beispiel zum Verpacken von Lebensmitteln und Pharmaprodukten, profitieren von einer flexibel anpassbaren Automatisierungsplattform auf Basis eines offenen Betriebssystems. (Bild: Rovema )")
:quality(80)/p7i.vogel.de/wcms/19/54/1954e6cb5b42672085da9679d2e46a41/0132041533v2.jpeg "Auf spezifische Tätigkeiten konfigurierte KI wird beispielsweise beim Schweissen die Nahtverfolgung optimieren. (Bild: Universal Robots)")
:quality(80)/p7i.vogel.de/wcms/5e/a3/5ea39d5f54e7efacff85ad9fbb5027b7/0131864753v2.jpeg "Studierende präsentieren Stadler-Vertreter Christoph Leiterer ihren Prototyp für weniger Verschleiss und Lärm bei Schienenfahrzeugen. (Bild: Cyrill Maag)")
:quality(80)/p7i.vogel.de/wcms/19/76/19769d45677f3e108acd1c9d7c63c193/0131948509v2.jpeg "(Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/f7/8c/f78c500cf879530da1fb4af30c0fda0e/0131865051v2.jpeg "Empa-Forscher Konstantin Egorov beschichtet Edelstahlkomponenten mit korrosionsbeständigem Titanoxid, um die Herstellung von grünem Wasserstoff wirtschaftlicher zu machen. (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/7f/b8/7fb8fa5c04543435f378e1e68e084ac1/0131788325v2.jpeg "Prof. Dr. Guido McCombie, neuer Direktionspräsident der Fachhochschule Nordwestschweiz FHNW. (Bild: FHNW)")
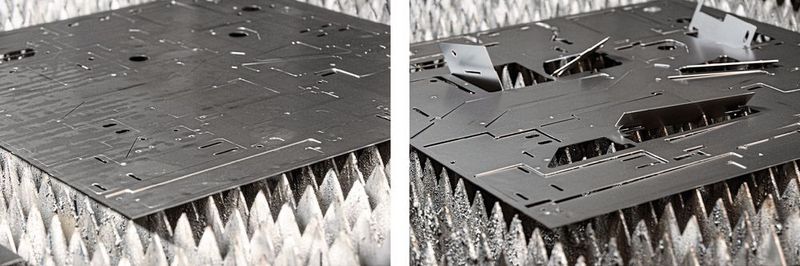
Bystronic: Zuverlässiger Laserschneiden ohne kippende Blechstücke Vorausschauend ideale Schneidwege generieren
Mit dem vorausschauenden Algorithmus TiltPrevention erhöht Bystronic die Prozesssicherheit im Laserschneiden. Die neue Funktion in der Software BySoft 7 erstellt Schneidabläufe, die das Risiko «aufstehender» Blechteile minimieren. Damit beteiligt sich der Hersteller am Wettbewerb Prodex Award.
Anbieter zum Thema
:fill(fff,0)/p7i.vogel.de/companies/60/a7/60a7b87a8911b/tec-signet-rgb.jpeg "tec-signet-rgb (technotrans SE, Sassenberg)")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/65500/65518/65.jpg "eMDe_Blechfabrik_Logo-iPad.jpg ()")
Roland Bader verbringt viel Zeit
im Testlabor von Bystronic. Er ist Entwicklungsingenieur für Laserschneidtechnologie. Bei seiner Tätigkeit entwickelte er die Idee, beim Laserschneiden kippende Blechteile zu vermeiden. Denn mit den sich aus kippenden Blechen ergebenden Schwierigkeiten sind zahlreiche Anwender konfrontiert. Roland Bader erkannte, dass sich mit geeigneten Massnahmen die Prozesssicherheit im Laserschneiden enorm erhöhen liesse. Er erkannte rasch die
Vorteile einer Softwarelösung. Damit könne man die Schwierigkeiten bereits vor deren Entstehen vermeiden. Er plante, Schneidpläne so zu programmieren, dass Blechteile nach dem Ausschneiden aus der Blechtafel nicht kippen. Zusammen
mit dem Softwarespezialisten Alexandre Paradzinets entwickelten beide aus der Idee eine technisch praktikable Lösung. So entstand ein ausgeklügelter Algorithmus. Dieser kann das Verhalten von Schneidteilen beim Ausschneiden aus der Blechtafel simulieren. Derart entstand die jüngst präsentierte Funktion TiltPrevention für die Steuerungssoftware BySoft 7.
Wir sprachen mit Roland Bader und Alexandre Paradzinets über die Merkmale und Vorteile der Softwarefunktion TiltPrevention.
SMM: Faserlaser verfügen inzwischen über hohe Laserleistungen. So kann man mit ihnen bei hohen Schneidgeschwindigkeiten heute bis 30 mm dicke Bleche schneiden. Was kann man am Laser-
schneiden neben Leistung und Geschwindigkeit noch verbessern?
Roland Bader: Für viele unserer Kunden sind Schneidteile, die nach dem Ausschnitt aus der Blechtafel kippen oder aufstehen, ein Problem. Das führt zu Schneidabbruch, Ausschuss und zu Schäden am Schneidkopf. Kippende Teile behindern auch das automatisierte Abräumen der Laserschneidanlage.
Wie begegnen Anwender bisher diesem Problem?
R. Bader: Es gibt die Holzhammer-Methode. Dabei werden Mikrostege als Fi-
xierung eingesetzt. Dann kippt nichts
mehr. Mikrostege bedeuten aber auch mehr Arbeit und verzögern den Arbeitsablauf. Die Blechteile müssen nach dem Laserschneiden manuell aus dem
Restgitter gelöst und nachbearbeitet
werden.
Alexandre Paradzinets: Eine andere Möglichkeit ist, dass der Schneidkopf riskante Strecken und Blechteile umfährt. Das löst aber nicht das ursprüngliche Problem. Blechstücke stehen damit immer noch auf und bleiben ein Risiko. Die beste Methode wäre, Schneidpläne so zu programmieren, dass beim Ausschneiden überhaupt nichts kippt. Aber dazu braucht der Programmierer sehr viel Erfahrung und Zeit. Als Alternative eignet sich ein intelligenter Algorithmus, der alle Parameter automatisch berücksichtigt.
Warum kippen beim Laserschneiden die ausgeschnittenen Blechstücke?
R. Bader: Eine Ursache ist der Gasdruck, der beim Laserschneiden aus der Schneiddüse strömt und auf das Blech drückt. Je nach Werkstoff und Schneidanwendung variiert dieser Druck. Er löst die Hebelwirkung aus, die dazu führt, dass ein Blechteil kippt, sobald es aus der Blechtafel ausgeschnitten ist.
Bei welchen Schneidanwendungen besteht die grösste Gefahr kippender Blechstücke?
R. Bader: Das betrifft dünne bis mitteldicke Bleche, also von 0,8 bis 8 Millimeter Blechdicke, sowie kleine, etwa bis 400 Millimeter lange Blechteile. Ebenso gefährdet sind Bleche aus Aluminium und Schneidabläufe mit hohem Gasdruck aus der Schneiddüse.
Um das Problem kippender Blechteile zu lösen, habt ihr die Funktion TiltPrevention entwickelt. Was ist die Idee dahinter?
A. Paradzinets: TiltPrevention erhöht die Sicherheit beim Laserschneidprozess. Es ist eine in BySoft 7 integrierte Assistenzfunktion. Anwender erstellen damit optimale Schneidpläne. Und das in kürzester Zeit. Vor allem bei häufig wechselnden Aufträgen vereinfacht das die Schneidvorbereitung.
Wie trägt die Funktion TiltPrevention dazu bei, das Laserschneiden zu optimieren?
A. Paradzinets: Die Funktion setzt am
Ursprung an. TiltPrevention gestaltet Schneidpläne so, dass Teile gar nicht
erst aufstehen. Entscheidend sind dabei die Ein- und Ausstichpunkte des Lasers und die Schneidwege über die gesamte
Blechtafel hinweg. So entsteht eine ideale Schneidabfolge aller auf einem Schneidplan befindlichen Teile.
R. Bader: Anwender können sich dabei entweder ganz auf TiltPrevention verlassen oder Anpassungen an dem von BySoft 7 vorgeschlagenen Schneidplan vornehmen. So bleibt genügend Freiheit für all jene, die zum Beispiel die Schachtelung von Blechteilen verändern oder Einstichpunkte des Lasers verschieben möchten.
In welchen Situationen bringt die Funktion TiltPrevention den grössten Nutzen?
R. Bader: Viele Anwender unserer Laserschneidmaschinen sind als Lohnfertiger tätig. Bei ihnen entstehen nahezu jeden Tag neue Schneidpläne. Dabei geht es oft um wechselnde Blechteile, die innerhalb kurzer Zeit ausgeliefert werden müssen. Diesen Anwendern hilft TiltPrevention dabei, die Zeit zum Programmieren zu verkürzen und sichere Schneidprozesse zu erstellen.
A. Paradzinets: Noch ein weiterer Vorteil entsteht. Mit TiltPrevention können Anwender auf Mikrostege verzichten. Das verkürzt die Zeit beim Nachbearbeiten der geschnittenen Bleche. Das Entfernen der Spuren, die Mikrostege an den Schneidteilen hinterlassen, entfällt.
Welche Rolle spielen Anwender bei der Entwicklung neuer Funktionen und Technologien?
R. Bader: Wir binden häufig Kunden in die Entwicklungsprozesse bei Bystronic ein. Das hilft uns dabei, ein Produkt so zu entwickeln, dass es im industriellen Umfeld besteht und dort für Anwender einen
hohen Mehrwert bringt. Von unseren Testkunden erhalten wir wertvolle Rückmeldungen, mit denen wir entstehende Produkte wirklich marktreif machen. Einige dieser Anwender haben sehr spezielle und aufwendige Bearbeitungen. Damit unterziehen wir unsere Produkte einem Härtetest über ein sehr breites Anwendungsspektrum hinweg. - kmu -
Zur Technologie der Softwarefunktion TiltPrevention gibt es einen Fachbeitrag in unserer Ausgabe 8-2019. SMM
(ID:45871833)
:quality(80)/p7i.vogel.de/wcms/c7/61/c761d0e9633825f3bc435080f7d76156/0125856273v2.jpeg "Mit der Software «BySoft Software Suite» steht Blechverarbeitern ein komplettes Software-Ökosystem zur Verfügung, mit dem sie ihre internen Abläufe von der Offerte bis zur Lieferung digitalisieren können. (Bild: Bystronic)")
:quality(80)/p7i.vogel.de/wcms/8f/d7/8fd723deef5542ef1979c5b0aa031fc7/0127313694v2.jpeg "Dank dynamischer Bombierung und Pressure-Reference-Technologie stets genau passend gebogen: die Gesenkbiegemaschinen der Reihe «Xpert Pro». (Bild: Bystronic)")