
:quality(80)/p7i.vogel.de/wcms/c5/d2/c5d251d183504367640c9a3ef6038c7e/0132352905v2.jpeg "Jens Marquordt wird am 1. Januar 2027 als neuer CFO in die StarragTornos Group eintreten und ab dem 1. April 2027 die operative Verantwortung von Markus Jäger übernehmen, der per 31. März 2027 in den Ruhestand gehen wird. (Bild: StarragTornos Group)")
:quality(80)/p7i.vogel.de/wcms/79/c0/79c0764b7d35b202263d5a5b2f31741b/0132298432v2.jpeg "Thomas Seiler, Präsident des Schweizer Service Verbands (SKDV): «Wer KI als Assistenten begreift, kann damit schneller, präziser und effizienter im Service und in der Instandhaltung werden.» (Bild: Thomas Seiler)")
:quality(80)/p7i.vogel.de/wcms/d6/23/d623e0b328bb12863d49fb985323549b/0132296015v2.jpeg "Joël Mesot und Reinhold R. Geilsdörfer, Vorsitzender der Geschäftsführung der Dieter Schwarz Stiftung, drücken gemeinsam den Startknopf zur Eröffnung. (Bild: imagis / ETH Zürich)")
:quality(80)/p7i.vogel.de/wcms/75/75/75755ed8b0d048e6f2df10d97f718b46/0132238819v2.jpeg "Vom 22. bis 24. April 2026 fand in Aachen der AKL’26 – International Laser Technology Congress statt. Dort informierten mehr als 90 Vortragende die 544 Fachleute über den aktuellen Stand der industriellen Lasertechnik. (Bild: Fraunhofer ILT, Aachen / Andreas Steindl.)")
:quality(80)/p7i.vogel.de/wcms/bd/84/bd844ad4f2e032319c31dbacc3aa483d/0132102952v2.jpeg "Die neue Generation «Evoline» Axial-Rollköpfe wurde speziell für die automatisierte Fertigung von grossen Gewinden in hochfesten Materialien entwickelt. (Bild: LMT)")
:quality(80)/p7i.vogel.de/wcms/8a/33/8a33ffed66311a1422a69c2e75c76450/0132102940v2.jpeg "Maschinenbediener Lukas Dömötör ist rundum zufrieden mit der «Forte 85 Single 1620». Selbst in der Schwerzerspanung liefert die Maschine eine tadellose Massstabilität – und ermöglicht so spürbare Produktivitätssteigerungen. (Bild: Christoph Schwarz, Gewo Feinmechanik GmbH & Co. KG)")
:quality(80)/p7i.vogel.de/wcms/53/69/53699ef14345f8d802ee0d5d5887b496/0132048847v2.jpeg "Fliegender Wechsel für minimierte Rüstzeiten: Auch bei laufenden Sägearbeiten können Bediener unterschiedliche Funktionen und Bedienfelder zu weiteren Sägeaufträgen aufrufen und Daten eingeben. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/d3/c6/d3c6ff406aaf5ad2038f255e3099b30b/0132048435v2.jpeg "Spritzgiessfertigung wird es in Zukunft ohne abgestimmte KI-Strategie nicht mehr geben. Wer heute Neuinvestitionen plant, kommt nicht umhin, die Integrationsoffenheit der Steuerung mit derselben Priorität zu bewerten wie Schliesskraft und Zykluszeit. (Bild:Sasint - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/a5/dc/a5dc8a72e6382359480457dd5ea9f6d6/0132048417v2.jpeg "Stets aktuell: Über die aktuellen Softwaremodule von Lantek können Blechverarbeiter ihre Produktion auch online unabhängig von Aufentaltsorten überwachen und planen. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/c6/f2/c6f2b521ffa60096e11d1873891c933e/0132048123v2.jpeg "Informationen, die in Bilder der realen Bauteile eingeblendet werden – beispielsweise 2D-CAD-Daten –, tragen dazu bei, qualitätsbestimmende Merkmale schnell und zuverlässig zu erkennen. (Bild: Visometry)")
:quality(80)/p7i.vogel.de/wcms/01/c6/01c6b28a8ba82eb7843d9bc5e67dfc35/0132250464v2.jpeg "ABB Robotics und Roche entwickeln gemeinsam neue Robotiklösungen für klinische Labore. (Bild: ABB Robotics)")
:quality(80)/p7i.vogel.de/wcms/37/90/37903678a8ef48784c5b6cbe53299702/0132250715v2.jpeg "ABB Robotics und Psyonic arbeiten zusammen, um das Greifen und die Geschicklichkeit von Robotern zu verbessern – eine Schlüsselkompetenz für autonome, vielseitige Roboter (Autonomous Versatile Robotics, kurz AVR). (Bild: ABB Robotics)")
:quality(80)/p7i.vogel.de/wcms/ac/51/ac512bf1c07a07f157e3ff0fb3095b16/0132249346v2.jpeg "V. l. n. r.: Jane Heffner übernimmt von Takayuki Ito in Chicago. (Bild: International Federation of Robotics)")
:quality(80)/p7i.vogel.de/wcms/19/54/1954e6cb5b42672085da9679d2e46a41/0132041533v2.jpeg "Auf spezifische Tätigkeiten konfigurierte KI wird beispielsweise beim Schweissen die Nahtverfolgung optimieren. (Bild: Universal Robots)")
:quality(80)/p7i.vogel.de/wcms/e0/3e/e03eb00ea656dfdd51ff96ec1d989ae7/0132292913v2.jpeg "Das FHNW Rover-Team qualifiziert sich für die European Rover Challenge 2026. (Bild: FHNW )")
:quality(80)/p7i.vogel.de/wcms/12/09/1209849384d2fc64763d4be24e5d25c3/0132250748v2.jpeg "V. l. n. r.: Christophe Ballif (Scientific Advisor, CSEM), Andrea Dunbar (CTO, CSEM), Kerem Artuk (R&D Engineer, CSEM), Claude Nicollier (ehemaliger Präsident des CSEM und Schweizer Astronaut) und Christian Wolff (EPFL PV Lab). (Bild: CSEM)")
:quality(80)/p7i.vogel.de/wcms/53/f0/53f05ca8e5c014c9bed0b4eb46a85900/0132252482v2.jpeg "Forschende wollen beschädigte Brücken und andere Stahlkonstruktionen mithilfe des 3D-Metalldrucks reparieren. (Bild: Empa)")
Neue Anlagengeneration Wirtschaftliche Serienfertigung von Dreh- / Frästeilen
Auch bei Massenteilen sind die Anforderungen an Qualität und Komplexität der realisierbaren Geometrien in den letzten Jahren ständig gestiegen, während gleichzeitig die Kostenvorgaben ebenso beständig abgesenkt wurden. Die Hersteller der entsprechenden Anlagen müssen daher Systeme entwi- ckeln, welche diesen gegenläufigen Anforderungen des Marktes möglichst optimal genügen können. Im Vordergrund stehen dabei Flexibilität, Produkt- qualität sowie ein Höchstmass an Wirtschaftlichkeit.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/101400/101472/65.jpg "LOGO.jpg ()")
«Bei der Entwicklung unserer neuen Escomatic NM6 Flexi haben wir uns vor allem auf die Aspekte Vielseitigkeit, Produktivität und einfache Bedienbarkeit konzentriert», erläutert Jean-Marc Schouller, General Manager der Firma Esco in Les Geneveys-sur-Coffrane (Schweiz). Das neue System ist Nachfolger des bisherigen Modells Escomatic NM 64X. Das Design wurde jedoch grundlegend überarbeitet, um noch mehr Flexibilität für die unterschiedlichsten Bearbeitungsaufgaben zur Verfügung stellen zu können. Gleichzeitig konnte damit auch die Durchsatzgeschwindigkeit merklich gesteigert werden. Einen grundlegenden Vorteil hat die neue Anlage dabei schon allein dadurch, dass sie ebenso wie ihr Vorgängermodell eine konstruktive Besonderheit aufweist, welche sie von allen Wettbewerbssystemen grundlegend unterscheidet: einen um das Werkstück rotierenden Arbeitskopf.
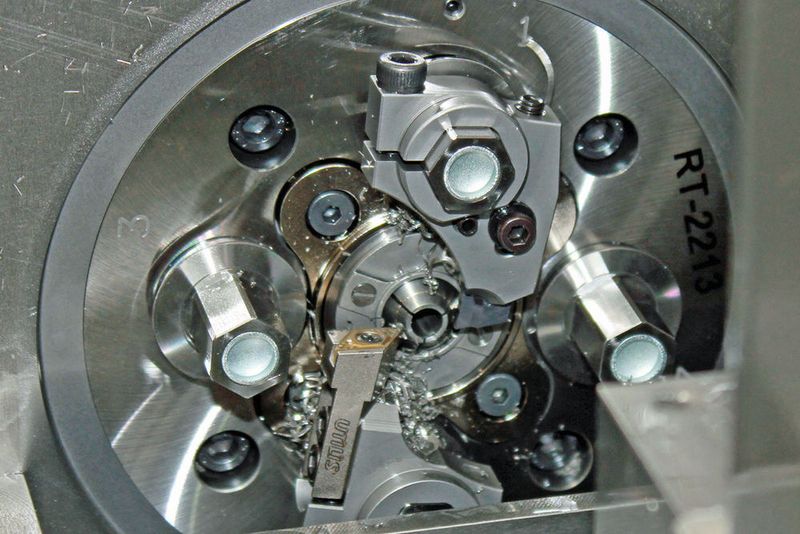
Der Dreh mit den rotierenden Werkzeugen
«Schon unsere ersten Anlagen aus den 50er Jahren hatten diese Besonderheit: Das Werkstück steht still, während die Drehwerkzeuge auf einem rotierenden Arbeitskopf sitzen», erinnert sich J.-M. Schouller. Auch die neue Flexi ist nach diesem Prinzip aufgebaut: Das zu bearbeitende Material wird über einen Tunnel mit enger Passung durch die Mitte des Arbeitskopfs zugeführt, während dieser mit insgesamt vier Werkzeughaltern mit bis zu 12 000 UPM rotiert. Der entscheidende Vorteil ist hierbei, dass jeder Werkzeughalter durch eine ausgeklügelte Mechanik im Inneren des Arbeitskopfs einzeln angesteuert werden kann. Da die Schneiden auch in Ruheposition nur wenige Zehntelmillimeter vom Werkstück entfernt sind, sind die Span-zu-Span-Nebenzeiten beim Werkzeugwechsel nahezu null. Diese von keinem anderen Anlagentyp erreichbaren schnellen Werkzeugwechsel sind eine wesentliche Voraussetzung für die überlegene Produktivität der Escomatic-Anlagen. Als Drehwerkzeuge können sowohl handelsübliche Schneidplatten als auch speziell optimierte Esco-Ausführungen eingesetzt werden.
Vorteil von Draht statt Stäben
«Unser Funktionsprinzip ermöglicht uns zudem den Einsatz sowohl von Draht- als auch von Stabmaterial», verrät J.-M. Schouller. Das sei Voraussetzung für einen weiteren entscheidenden wirtschaftlichen Pluspunkt, der auf der Kombination von gleich mehreren Vorteilen beruhe. Während es beim Einsatz von Stäben unvermeidlicherweise zu Materialverlusten durch Verschnitt am Stabende komme – und sei es nur, weil das letzte Stück noch im Drehfutter gehalten werden muss –, spiele dies bei den viel längeren Drahtwickeln eine entsprechend geringere Rolle. Auch gebe es für Stabmaterial geringen Durchmessers kaum Magazineinheiten, welche einen wirklich grossen Materialvorrat aufnehmen könnten, der z. B. für eine kontinuierlich durchlaufende mannlose Produktion am Wochenende ausreichen würde. Die daraus resultierenden Stillstände wirken sich wiederum nachteilig auf die Gesamtverfügbarkeit der Anlage aus. Ebensowenig dürfe man den Personalaufwand für das Beladen solcher Magazineinheiten unterschätzen. Letztlich tragen alle diese Faktoren unter dem Strich zu einem merklichen Plus an Wirtschaftlichkeit bei.
Hauptzeitparallele 2-Stationen-Bearbeitung
«Eine der entscheidenden Neuerungen unserer Flexi ist der unabhängige zweite Schlitten für die Rückseitenbearbeitung», weiss J.-M. Schouller. Damit verfügt die Anlage über zwei unabhängig voneinander einsetzbare Bearbeitungseinheiten, einmal für die Vorderseite (Dispositif Usinage Frontal, DUF) und einmal für die Rückseite (Dispositif Usinage Arriere et Lateral, DUAL) der Werkstücke. Beide Einheiten laufen unabhängig voneinander CNC-gesteuert auf der gleichen Querachse vor der Dreheinheit. Die DUF-Einheit verfügt über zwei CNC-Achsen und insgesamt drei Werkzeugspindeln, die in Richtung der Drehachse orientiert sind, sowie optional über eine weitere Spindel, die quer dazu angeordnet ist und somit z. B. seitliche Fräs- oder Bohrbearbeitungen übernehmen kann.
(ID:43862378)
:quality(80)/p7i.vogel.de/wcms/f0/b4/f0b44442e905e1931f5d0eeebde881e6/0129050046v2.jpeg "Maximale Produktivität mit der «NT-Flex+»: Die erweiterte Kinematik erlaubt die überlagerte Bearbeitung mit drei Werkzeugen gleichzeitig und verkürzt so die Zykluszeiten erheblich. (Bild: Walter Meier (Fertigungslösungen) AG)")
:quality(80)/p7i.vogel.de/wcms/8f/95/8f955c07c0e7363782e759852152ec0a/0129641540v2.jpeg "Index präsentiert beim Open House 2026, das vom 17. bis 20. März im «iXperience Center» in Deizisau (D) stattfindet, unter anderem zwei hocheffiziente Weltpremieren. (Bild: Index-Werke GmbH & Co. KG Hahn & Tessky)")