
:quality(80)/p7i.vogel.de/wcms/38/b3/38b304467e9a10fde8a7f6ddd445bdb2/0131840362v2.jpeg "Der offizielle Besuch von Bundespräsident Guy Parmelin war von zahlreichen Gesprächen an verschiedenen Ständen geprägt. (Bild: EPHJ)")
:quality(80)/p7i.vogel.de/wcms/1f/70/1f7097ae161f0dbd768594b97a204874/0131838636v2.jpeg "Fast 150 Teilnehmer nahmen an der ECTA-Konferenz 2026 in Graz teil. Sie diskutierten die zukünftige Versorgung von Wolfram-Rohstoffen, die für die Werkzeugherstellung essenziell sind. (Bild: Matthias Böhm)")
:quality(80)/p7i.vogel.de/wcms/12/fa/12fa99b6dd4ee694f1187f5ee5bdf6ed/0131767802v2.jpeg "(Bild: KUKA Group)")
:quality(80)/p7i.vogel.de/wcms/9b/44/9b4408d1d5542e0ff268a7380a904255/0131767938v2.jpeg "Boehlerit bietet für das Drehschälen komplette Werkzeugsysteme bestehend aus Schälkopf, Halter und Kassetten an. (Bild: Boehlerit)")
:quality(80)/p7i.vogel.de/wcms/04/4f/044fda7cb2355452df08eb46f6bd7c24/0131762740v2.jpeg "Mit aktuellen Funktionen in der 3D-CAD/CAM-Software von Lantek lässt sich das Schneiden komplexer 3D-Fasen einfach und komfortabel programmieren. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/12/03/12036673688ffb15749f32a8b08848d7/0131693942v2.jpeg "Automatisiert schleifen und polieren: Dank einfacher und intuitiver Programmierung und Bedienung gelingt das mit der Automationszelle von ABB nun auch bei kleinen und mittelständischen Fertigungsbetrieben. (Bild: ABB)")
:quality(80)/p7i.vogel.de/wcms/17/46/17464ceacdc76397f11ead1e4a40ab22/0131266811v2.jpeg "Raphaël Müller, Leiter Industrial Solutions Senior Consultant, Mitglied des Kaders der Brütsch/Rüegger Werkzeuge AG: «Nur so kann man in Echtzeit verstehen, was in der Produktion passiert und schnell reagieren.» (Bild: Brütsch/Rüegger)")
:quality(80)/p7i.vogel.de/wcms/74/75/7475a2d17c659b6f1c6f081b17d2e312/0130218744v2.jpeg "(Bild: Oppenheim & Partner GmbH)")
:quality(80)/p7i.vogel.de/wcms/91/fe/91fea6ee46f7698edd2ceffca0638c33/0129520242v2.jpeg "Matthias Wilhelm, Country Manager DACH bei Visual Components: «Wer Prozesse durchgängig abbildet, KI gezielt einsetzt und Abläufe vorab virtuell prüft, reduziert Fehler, verkürzt Inbetriebnahmezeiten und schafft Produktionslinien, die schneller, flexibler und belastbarer laufen. Genau das ist die Zukunft der Produktion.» (Bild: Visual Components)")
:quality(80)/p7i.vogel.de/wcms/f6/2e/f62efbd65d3e8519552f698caa0a3653/0129514067v2.jpeg "Der «Digital Twin Composer» von Siemens erstellt industrielle Metaverse-Umgebungen in grossem Massstab und ermöglicht es Unternehmen, industrielle KI, Simulationen und physikalische Echtzeitdaten zu nutzen, um Entscheidungen virtuell, schnell und in jeder Grösse zu treffen. (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/36/bf/36bfa889b21e078c88c11ad34e96a789/0131694448v2.jpeg "Bei Spitzenlos- und Rundschleifmaschinen erweist sich die von Keba verwirklichte Mensch-Maschine-Interaktion basierend auf einer offenen und flexibel einrichtbaren Software und einem grossen, individuell anpassbaren Touchscreen als besonders funktional. (Bild: Keba)")
:quality(80)/p7i.vogel.de/wcms/b1/ec/b1ec6760bde4ec41d82e34b4d8a0ab0b/0131768308v2.jpeg "Hygienisch zu reinigen: Bügelgriffe aus Edelstahl mit Dichtring aus POM haben minimierte Toträume, liegen glatt an und ermöglichen ein zuverlässiges Umspülen mit Reinigungsmitteln. (Bild: Kipp)")
:quality(80)/p7i.vogel.de/wcms/c3/0c/c30c4d3385f6d978a05da32cc453ad9e/0131768037v2.jpeg "Führen genau in rauen, korrosiven Umgebungen: Bohrbuchsen ohne und mit Bund aus Edelstahl von der Normteilewerk Robert Blohm GmbH. (Bild: Blohm)")
:quality(80)/p7i.vogel.de/wcms/17/c1/17c1641b07ed8af9ccbdfcb1cfa39283/0131768021v2.jpeg "Die «PolymApp» ergänzt das klassische Tabellenbuch durch eine zeitgemässe, mobile Lösung. (Bild: PolymApp)")
:quality(80)/p7i.vogel.de/wcms/7f/b8/7fb8fa5c04543435f378e1e68e084ac1/0131788325v2.jpeg "Prof. Dr. Guido McCombie, neuer Direktionspräsident der Fachhochschule Nordwestschweiz FHNW. (Bild: FHNW)")
:quality(80)/p7i.vogel.de/wcms/72/af/72afb397e05df8358ad4033b656fca15/0131787131v2.jpeg "Maurice Zemp hat ein auf «Reinforcement Learning» basierendes System für autonomes Drohnenracing für Nanocopter entwickelt und damit den dritten Platz an der ISEF belegt. (Bild: Stiftung Schweizer Jugend Forscht)")
:quality(80)/p7i.vogel.de/wcms/45/59/45597690af6a924cbe7615645147ea0a/0131609956v2.jpeg "Die neue Infrastruktur erlaubt die Verarbeitung äusserst feuchtigkeitsempfindlicher Materialien wie Lithium-Metall, die für künftige Batterien mit höherer Energiedichte, verbesserter Sicherheit und geringeren Kosten unerlässlich sind. Im Bild: Schnitttest an Lithium-Metall-Batterien. (Bild: CSEM)")
:quality(80)/p7i.vogel.de/wcms/1e/1e/1e1e8e290aba11a2b23d0ec504919396/0131242862v2.jpeg "Humanoide Roboter stehen im Mittelpunkt des «TUM RoboGym (powered by Neura)». (Bild: Neura Robotics)")
SMM InnovationsForum Fertigung Der Kühlschmierstoff in der modernen Fertigung
Der Fertigungsstandort Schweiz ist laufend gefordert, die Produktivität zu steigern und die Kosten pro Teil zu senken. Der Kühlschmierstoff (KSS) kann hier einen erheblichen Beitrag leisten, wenn er auf Werkzeuge, Prozesse und Materialien optimal abgestimmt ist.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/48000/48092/65.jpg "download_Blaser_Logo_big.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/65500/65518/65.jpg "eMDe_Blechfabrik_Logo-iPad.jpg ()")
Ein richtig ausgewählter und eingesetzter KSS hat das Potenzial, die Kosten pro Werkstück massiv zu senken. Dies zeigt sich auf der Kostenseite durch tieferen Werkzeugverschleiss. Auf der Produktivseite können mit aggressiveren Zerspanstrategien die Bearbeitungszeiten gesenkt werden.
Maschinen- und Lohnkosten machen 50 % und mehr der Produktionskosten aus, während Werkzeug- und KSS-Kosten nur mit 10–20 % ins Gewicht fallen. Dieses Verhältnis erlaubt mit einer Mehrinvestition in Werkzeug und KSS eine effiziente Produktion sowie Einsparungen auf der Maschinen- und Lohnseite. Diese Einsparungen können um ein Vielfaches grösser sein als die getätigten Investitionen. Oft besteht der Trugschluss, dass ein tiefer Literpreis mit tiefen KSS-Kosten einhergeht. Unter dem Gesichtspunkt der Total Cost of Ownership (TCO) ist dieser Preis nur einer von verschiedenen Faktoren. Viel wichtiger sind die Faktoren Emulsionsstandzeit, Einsatzkonzentration und Nachfahrrate. Diese nämlich definieren den Gesamtverbrauch an Konzentrat und somit die tatsächlichen Kosten. Folgende Berechnungen verdeutlichen dies:
- Nachfahrrate: KSS wird während der Bearbeitung durch Vernebelung, Anhaften von KSS an Spänen und Werkstücken laufend ausgetragen. Pro Jahr kann dies die doppelte bis 3-fache Menge der Erstbefüllung ausmachen. Die Kühlschmierstofflösungen von Blaser Swisslube benötigen typischerweise eine Nachfahrkonzentration von 1–2 %, während andere KSS auf eine Nachfahrkonzentration von 4–5 % kommen. Dies kann die Gesamtkosten auch bei einem tieferen Literpreis nach oben treiben.
- Emulsionsstandzeit: Moderne KSS, richtig gepflegt, erreichen eine Standzeit von mehr als 12 Monaten – auch ohne den massiven Einsatz von Biozid und Chemikalien. KSS-Wechsel in kürzeren Intervallen bedeuten neben den KSS-Kosten zusätzliche Maschinenstillstände und somit Produktionseinbussen.
Hochdruck- und Freiflächenkühlung
Bei der Hochdruckkühlung ist mit der klassischen Spanflächenkühlung eine klare Leistungssteigerung realisierbar. Dies kann anhand des Drehens von Ti-Al6-V4 gezeigt werden (Bild 3). Hier kann mit einem Wechsel von Überflutungskühlung auf eine Hochdruckkühlung von 80 Bar eine Steigerung von bis zu 90 % erreicht werden. Eine Erhöhung des Drucks um 50 % auf 120 Bar bringt eine weitere Verbesserung von 25 % der Standmenge mit sich. Berücksichtigt werden müssen hier die Kosten für die Hochdruckpumpen und der dafür nötigen Energie. Erfahrungsgemäss rechnet sich eine solche Investition vor allem dann, wenn mit der Einführung der Hochdruckkühlung auch der Prozess auf Leistung getrimmt wird. Die optimierte Standzeit erlaubt höhere Abtragsraten, welche über den Hebel der Maschinen- und Lohnkosten zu grossen Kosteneinsparungen führen.
Weniger klar ist die Lage mit den Freiflächenkühlungen (Bild 2). Die bisher in internen Untersuchungen erzielten Resultate zeigen ein uneinheitliches Bild. Teilweise konnten grosse Verbesserungen der Standzeit generiert werden. In anderen internen Tests wurde die Prozesssicherheit radikal reduziert. Im hier vorliegenden Beispiel (Bild 3) zeigt sich ein zweiseitiges Bild: Bei tiefen Drücken konnte eine Steigerung der Standmenge um 70–100 % erzielt werden. Bei höheren Drücken kam es jedoch zu katastrophalen Ausbrüchen der Schneidenecken. Eine mögliche Ursache ist, dass die Spanzone soweit heruntergekühlt wurde, dass die vorher bestehende thermische Entfestigung wegfiel und das Werkzeug durch die nun höhere Spanformkraft überlastet wird. Dies führte in kürzester Zeit zum Werkzeugbruch. Dies bedeutet jedoch nicht, dass die Kühlung über die Freifläche bei höheren Drücken grundsätzlich nicht funktioniert. Bei einer Änderung muss der Gesamtprozess neu bewertet und eventuell angepasst werden.
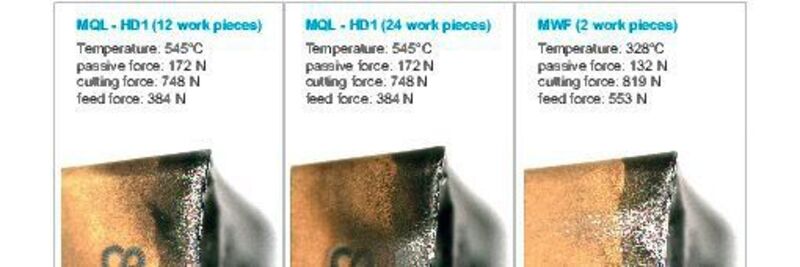
Minimalmengenschmierung: Chancen und Herausforderungen
Die Minimalmengenschmierung (MMS) hat in der letzten Zeit grosse Entwicklungsschritte gemacht. Heute sind Operationen im Bereich des Tieflochbohrens und Gewindeformen in Titan-Legierungen mit MMS prozesssicher und wirtschaftlich, was vor fünf Jahren noch undenkbar gewesen wäre. Möglich wurde dies durch Fortschritte bei MMS-Geräten, Zufuhrsystemen und bei den Schneidwerkzeugen selbst. Eines der grössten Potenziale der MMS besteht in der Zerspanung von hochfesten und korrosionsbeständigen Stählen. Die Zerspanwerkzeuge haben mit der Entwicklung zu härteren aber spröden Substraten und Beschichtungen den Verschleiss in der Trockenbearbeitung markant reduziert, sind dadurch aber anfällig auf Kammrisse der Schneidkante geworden. Ursache dieser Risse ist die thermische Wechselwirkung, die mit dem Einsatz von KSS entsteht. MMS kann in diesem Bereich ansetzen und durch die Schmierung des Ölnebels einen Beitrag zur Verbesserung der Werkzeugstandzeit und Oberflächengüte leisten.
Das Potenzial von MSS soll am Beispiel des Fräsens von Stahl 1.4837 (Bild 1) illustriert werden. Mit MMS konnte hier eine Verbesserung der Standzeit gegenüber KSS um einen Faktor 6 generiert werden, da die Werkzeuge keine Kammrisse mehr aufwiesen. Mit der Wahl des optimalen MMS-Öls ist eine weitere Verbesserung um einen Faktor 2 möglich. Eine Umstellung auf MMS verlangt eine Anpassung von Werkzeugen und Prozessparametern. Die Erfahrung mit MMS-Prozessen fehlt aber bei vielen Anwendern, was durch das Hinzuziehen von Experten und dem Wissen von Werkzeug-, Geräte- und KSS Lieferanten kompensiert werden muss. Deswegen findet heute die MMS meist in der Grossserien-Fertigung ihre Verwendung, in denen die zu erzielenden Einsparungen und Prozessverbesserungen die Investitionen in die Umstellung leichter rechtfertigen können.
Regulative Auflagen als Innovationsfaktor
Der Bereich der klassischen KSS wird in den nächsten Jahren durch strengere Gesetze bezüglich Inhaltsstoffe geprägt werden. Chemikalien, die bisher zu den Standard-Inhaltsstoffen der Branche gehörten, werden als umwelt- oder humangefährdend eingeschätzt und fallen weg. Mit solchen Stoffen formulierte KSS müssen dann umformuliert oder vom Markt genommen werden. Dies kann für Kunden zur Konsequenz haben, dass in kürzester Zeit ein neuer KSS evaluiert werden muss, weil die bisherige Lösung nicht mehr lieferbar ist. Die Firma Blaser Swisslube befindet sich hier in der glücklichen Lage, dass durch ihre Leitlinien zur bioverträglichen Produktentwicklung viele dieser Schritte schon vorweggenommen wurden, sodass diese Umstellungen an Blaser-KSS grösstenteils vorbeiziehen. SMM
(ID:45491191)
:quality(80)/p7i.vogel.de/wcms/c6/31/c6316dd446346c354ef97ed86c54b48b/0128695843v2.jpeg "Process Engineer Marco Kunz, Mitentwickler der automatischen Verschleissmessung, im Technologiecenter von Blaser Swisslube. (Bild: Blaser Swisslube AG)")
:quality(80)/p7i.vogel.de/wcms/8f/59/8f59e4b8c17b2141680abe0597e349b3/0125598965v2.jpeg "Durch innovative Recyclingverfahren gelingt es Ceratizit, Hartmetallprodukte nach Gebrauch in wiederverwertbares Pulver umzuwandeln, aus dem schliesslich wieder hochwertige Zerspanungswerkzeuge entstehen. (Bild: Ceratizit Deutschland GmbH)")