
:quality(80)/p7i.vogel.de/wcms/98/b5/98b5b8526f1f9abb97a588b0aeaed65f/0132617318v2.jpeg "Wolfgang Ulmer, Managing Director der Grob Schweiz AG, sprach mit Nastassja Neumaier, stv. SMM-Chefredaktorin, über 100 Jahre Grob und die Zukunftsfähigkeit des Werkplatzes Schweiz. (Bild: Matthias Böhm)")
:quality(80)/p7i.vogel.de/wcms/86/53/8653d135ac939cb4273b3f161ad8e4c0/0132616414v2.jpeg "Umang Maradia (li., Managing Director) und Thomas Wengi (re., Sales Director, beide Agie Charmilles) vor dem neuen Produktionsstandort von Agie Charmilles in Losone. (Bild: Matthias Böhm)")
:quality(80)/p7i.vogel.de/wcms/7c/d7/7cd77b86466ea73a47798ab010d631c8/0132591671v2.jpeg "Der Messeauftritt soll deutlich machen: Wer in der Schweiz auf Rockwell Automation setzt, findet in Routeco einen Partner, der Technologie nicht nur bereitstellt, sondern in funktionierende, wirtschaftliche Lösungen überführt. (Bild: Routeco)")
:quality(80)/p7i.vogel.de/wcms/ba/01/ba01efee77344c70f3fa98deb98b3e99/0132618837v2.jpeg "Remo Knecht, Schichtleiter bei Burckhardt Compression, beim Einspannen eines Werkzeuges in einen «powRgrip»-Werkzeughalter. (Bild: Vischer & Bolli)")
:quality(80)/p7i.vogel.de/wcms/69/e2/69e29a56bbf47b663ece73c8fcfab190/0132617886v2.jpeg "Escha, Fehlmann, Gibas und Evomecs arbeiteten von Anfang an eng zusammen, um die technischen, organisatorischen und digitalen Anforderungen optimal aufeinander abzustimmen. V. l. n. r.: Alain Strebel (Verkaufsleiter Nord-Europa, Fehlmann), Benjamin Unruh (Projektmanager, Escha), Enrico Akkerman (CCO, Gibas) und Peter Potjans (Fehlmann). (Bild: Fehlmann)")
:quality(80)/p7i.vogel.de/wcms/53/69/53699ef14345f8d802ee0d5d5887b496/0132048847v2.jpeg "Fliegender Wechsel für minimierte Rüstzeiten: Auch bei laufenden Sägearbeiten können Bediener unterschiedliche Funktionen und Bedienfelder zu weiteren Sägeaufträgen aufrufen und Daten eingeben. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/d3/c6/d3c6ff406aaf5ad2038f255e3099b30b/0132048435v2.jpeg "Spritzgiessfertigung wird es in Zukunft ohne abgestimmte KI-Strategie nicht mehr geben. Wer heute Neuinvestitionen plant, kommt nicht umhin, die Integrationsoffenheit der Steuerung mit derselben Priorität zu bewerten wie Schliesskraft und Zykluszeit. (Bild:Sasint - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/a5/dc/a5dc8a72e6382359480457dd5ea9f6d6/0132048417v2.jpeg "Stets aktuell: Über die aktuellen Softwaremodule von Lantek können Blechverarbeiter ihre Produktion auch online unabhängig von Aufentaltsorten überwachen und planen. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/c6/f2/c6f2b521ffa60096e11d1873891c933e/0132048123v2.jpeg "Informationen, die in Bilder der realen Bauteile eingeblendet werden – beispielsweise 2D-CAD-Daten –, tragen dazu bei, qualitätsbestimmende Merkmale schnell und zuverlässig zu erkennen. (Bild: Visometry)")
:quality(80)/p7i.vogel.de/wcms/ac/f1/acf12aa893128ac99f5e614f3b54bc71/0132542256v2.jpeg "(Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/d8/b0/d8b0289d9bee73ec35c226a7972f5bbf/0132535837v2.jpeg "Der neu gewählte Vorstand von GOP (v. l. n. r.): Rolf Freiburghaus, Michelle Schenker, Andreas Bachmann, Julia Lacher, Holger Hanau und Marco Carrano. Nicht abgebildet: Willi Graf. (Bild: Gesellschaft für Fluidtechnik (GOP))")
:quality(80)/p7i.vogel.de/wcms/95/e0/95e06ebb99c296e6333f9837fa1bba8f/0132367577v2.jpeg "Damit der Sommerurlaub pünktlich beginnt: In der automatisierten Fluggastbrücke von «REEL» sorgen Energieketten und Leitungen von Igus für eine hohe Ausfallsicherheit im Flughafenbetrieb. (Bild: Igus SE & Co. KG)")
:quality(80)/p7i.vogel.de/wcms/8f/d3/8fd3ed6832ff422cae482706ba24dd57/0132541011v2.jpeg "Das Konsortialteam des Forschungsprojektes «SKIPRO». (Bild: WZL)")
:quality(80)/p7i.vogel.de/wcms/ae/9a/ae9ae612dc61a247e364784422fb3940/0132364675v2.jpeg "Forschende von «MaterialsCommons» beim Kick-Off-Meeting am 17. Juli 2026 in Karlsruhe. (Bild: Fraunhofer IWM)")
:quality(80)/p7i.vogel.de/wcms/d6/23/d623e0b328bb12863d49fb985323549b/0132296015v2.jpeg "Joël Mesot und Reinhold R. Geilsdörfer, Vorsitzender der Geschäftsführung der Dieter Schwarz Stiftung, drücken gemeinsam den Startknopf zur Eröffnung. (Bild: imagis / ETH Zürich)")
:quality(80)/p7i.vogel.de/wcms/e0/3e/e03eb00ea656dfdd51ff96ec1d989ae7/0132292913v2.jpeg "Das FHNW Rover-Team qualifiziert sich für die European Rover Challenge 2026. (Bild: FHNW )")
Bearbeitung anspruchsvoller Werkstoffe Herausfordernde Titanzerspanung perfektioniert
Titan ist so hart wie Stahl und zweimal so hart wie Aluminium. Aber es ist um 45 % leichter als Stahl und 60 % schwerer als Aluminium. Deshalb werden Titan und seine Legierungen im Flugzeugbau, in der Medizintechnik, als Konstruktionsteile, für Outdoor- und Sportartikel sowie in der Elektronik verwendet. Für die Zerspanung sind reines Titan und seine Legierungen nach wie vor eine Herausforderung.
Anbieter zum Thema
:fill(fff,0)/p7i.vogel.de/companies/5e/60/5e60d37e6177a/phorn-socialmedia-rgb-quadrat-2018-07-11.png "phorn_socialmedia_RGB_quadrat_2018-07-11.png (Hartmetall-Werkzeugfabrik Paul Horn GmbH)")
:fill(fff,0)/p7i.vogel.de/companies/63/57/6357923865c1f/wm-kurzlogo--invers-rgb-300dpi.jpeg "wm-kurzlogo--invers-rgb-300dpi (Walter Meier (Fertigungslösungen) AG)")
Titan bildet an der Luft eine äusserst beständige oxydische Schutzschicht aus, die es in vielen Medien korrosionsbeständig macht. Oberhalb einer Temperatur von 400° C gehen Festigkeitseigenschaften schnell zurück. Unterhalb einer Temperatur von 0,4 K wird Titan supraleitend. Unterhalb von 880° C liegt Titan in einer hexagonal dichtesten Kugelpackung vor. Oberhalb von 880° C bildet sich eine kubisch-raumzentrierte Gitterstruktur aus. Hochreines Titan ist duktil. Bei höheren Temperaturen versprödet es durch Aufnahme von Sauerstoff, Stickstoff und Wasserstoff sehr schnell. Titan hat eine hohe Reaktivität mit vielen Medien bei erhöhten Temperaturen oder erhöhtem Druck, wenn die Passivschicht dem chemischen Angriff nicht gewachsen ist. Hier kann die Reaktionsgeschwindigkeit bis zur Explosion anwachsen.
Legierungselemente beeinflussen Zerspanungsverhalten
Die mechanischen Eigenschaften und das korrosive Verhalten lassen sich durch geringfügige Legierungszusätze von Aluminium, Vanadium, Mangan, Molybdän, Palladium, Kupfer, Zirkonium und Zinn erheblich verbessern. Titan wird sowohl in reiner Form als auch legiert verwendet. Je nach Legierungsanteil hat Titan unterschiedliche Eigenschaften. Üblich sind Reintitan (hohe Korrosionsbeständigkeit), Alpha-Titanlegierungen (hohe Festigkeit), Alpha-Beta-Titanlegierungen (hohe Härte bei hoher Sprödigkeit) und Beta-Titanlegierungen (für hochfeste Verbindungselemente).
Anforderungen an die Zerspanung
Die herausragenden Eigenschaften von Titan, insbesondere die geringe Wärmeleitfähigkeit und die hohe Warmfestigkeit, führen beim Zerspanen zu grossen Werkzeugbelastungen und somit zu starkem Verschleiss.
Besonders die hochfesten Titansorten behalten bis zu ihrer maximalen Einsatztemperatur von etwa 880° C ihre Härte. Wegen der geringen Wärmeleitfähigkeit des Werkstoffes wird der grösste Anteil der Zerspanungswärme über das Werkzeug abgeführt. Das charakteristische Verhalten bei der Zerspanung von Titanwerkstoffen ist ein durch Mikrovibrationen erzeugtes hochfrequentes Pfeifen, welches durch positive Schneiden verringert werden kann.
Positive oder negative Schneiden?
Aus zahlreichen Untersuchungen ist bekannt, dass die Wärmeableitung beim Zerspanprozess durch negative Schneiden besser als bei positiven Schneiden ist. Die Herausforderung besteht darin, die Schneidkantengeometrie so zu gestalten, dass bei einem weichen Schnitt die bestmögliche Wärmeableitung gewährleistet ist. Bei der Zerspanung von Titan ist somit mit thermischem und abrasivem Verschleiss zu rechnen, zudem wird das Werkzeug durch mechanische Zerrüttung stark belastet.
Werkzeuge zeigen Lösungswege auf
Die Eigenschaften von Titan stellen besondere Bedingungen an die Werkzeuge. Hohe Rund- und Planlaufgenauigkeit sind z. B. bei Fräsern gefordert. Zudem sollten die Werkzeuge eine hohe statische und dynamische Steifigkeit gegen Mikroschwingungen haben.
Ungleiche Teilung und Drallwinkel
Ungleiche Teilung und Drallwinkel können sich beim Umfangsfräsen positiv auswirken. Bei Werkzeugen mit Wendeschneidplatten wird meistens mit geschraubten Schneidplatten gearbeitet. Für einen positiven Schnitt empfiehlt sich für die Nutenbearbeitung die Horn-Geometrie .40, welche auch in der Drehbearbeitung mit Erfolg eingesetzt wird. Als Hartmetallsorte eignet sich dabei die Horn-Sorte TA45, ein Feinkorn-Hartmetall mit TiAlN-Beschichtung, welche nicht zu Kerbverschleiss neigt.
Für Einstech- und Nutfräsbearbeitung kommen sämtliche Werkzeuge je nach Anwendung aus dem Horn-Programm evtl. auch mit leichten Modifikationen zum Einsatz. Für das Fräsen stehen verschiedene Werkzeuge zur Verfügung.
Hohe Prozesssicherheit und Standzeit
Ein Erfolgsmodell stellt hierbei auch das Hochvorschubfräsen mit Horn-System DAH dar. Mithilfe dieses Werkzeuges werden u. a. Gehäusedeckel aus Titan für eine Rennsportanwendung bearbeitet. Das Rohteil hat hierbei die Masse 300 x 200 x 100 mm.
Bei der Zerspanung werden über 90 Volumenprozent in Späne verwandelt. Übrig bleibt ein geometrisch anspruchsvoller komplexer, dünnwandiger Gehäusedeckel und Rippen mit bis zu 1,2 mm Wandstärke. Das Bauteil wird in zwei Varianten gefertigt, einer kleineren und einer grösseren. Und obwohl jeweils je 10 Teilepaare hergestellt werden, gilt es als Unikat.
Hinterschnitte in tiefer Kavität
Mit einem Hochvorschubfräser aus der Serie DAHM mit 32 mm Durchmesser wird im ersten Schritt Volumen abgeräumt, danach werden mit einem Kugelfräser Typ DM mit 10 mm Durchmesser die feineren Konturen vorgeschruppt.
Nach dem Vergüten wird mit dem gleichen Kugelfräser nachgeschruppt und abschliessend mit einem speziellen Fräser auf Mass geschlichtet. Für Hinterschnitte in einer tiefen Kavität sorgt ein Horn-Fräser vom Typ 636. Die komplette Bearbeitung mit allen Operationen dauert beim kleineren Teil etwa je 80 Stunden und beim grösseren, aufwendigeren Teil sogar 120 Stunden. 20 Stunden davon verteilen sich auf die Operationen Volumenzerspanung mit Hochvorschubfräser und Vorschruppen mit Kugelfräser.
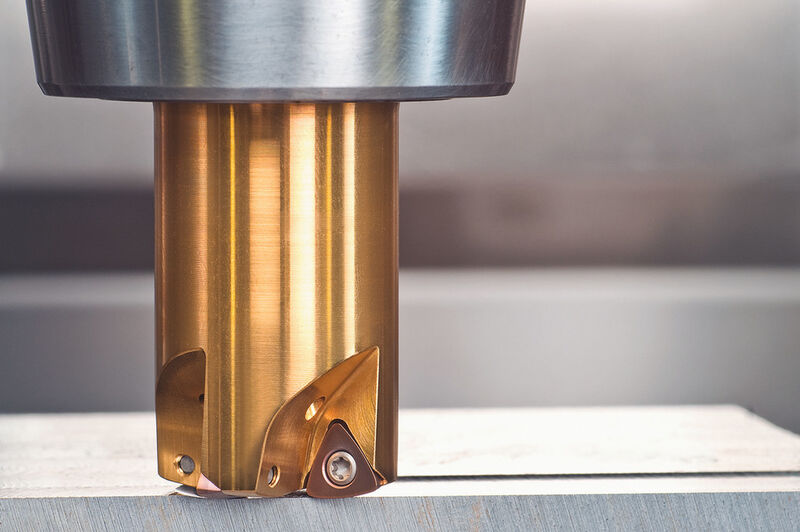
Feinkörniges Grundsubstrat mit PVD-Multilayer-Schicht
Der eingesetzte Hochvorschubfräser ist versehen mit einer HSK-A63-Aufnahme, sein Fräserkopf ist mit einer Einschraubaufnahme mit M-16-Gewinde ausreichend stabil mit dem Schaft verbunden und über den Durchmesser abgestützt. Der 32er-Fräserkopf ist vierfach mit präzisionsgeschliffenen dreischneidigen Schneidplatten DAH 37.022.M08.SA4B bestückt. Das feinkörnige Grundsubstrat der Wendeplatten ist beschichtet mit einer PVD-Multilayer-Schicht.
Mit einer Zustellung von 0,5 mm, einer Vorschubgeschwindigkeit von 1800 mm/min und einem daraus resultierenden Vorschub pro Zahn von 0,83 mm fräsen die Fräsköpfe längst nicht im Grenzbereich. Das ist auch nicht das Ziel, denn im Vordergrund steht bei allen Operationen an diesen wertvollen Teilen die Prozesssicherheit. Luft-Innenkühlung kühlt Schneiden und Werkstück und bläst die Späne aus der Zerspanungszone. Vier Stunden Standzeit der einzelnen Schneiden sorgt für sichere und wirtschaftliche Bearbeitung. Letztendlich arbeiteten die Fräser so prozesssicher, dass die Maschinen nun mannlos über Nacht im Einsatz sind. <<
(ID:43447745)
:quality(80)/p7i.vogel.de/wcms/0f/05/0f05c93e2f7decfe4a70b526e18a3710/0131344501v2.jpeg "Durch die Umstellung auf das Hochvorschubfräsen senkte sich die Bearbeitungszeit um 55 Prozent. (Bild: Horn / Sauermann)")
:quality(80)/p7i.vogel.de/wcms/fc/6f/fc6f5d2408dda8b4d6061e42402c679f/0127847898v2.jpeg "Für das Mikrobohren von Reintitan und allen Titanlegierungen hat Mikron Tool die Mikrobohrerreihe «CrazyDrill Titanium TN / TK» entwickelt. (Bild: Mikron Tool)")