
:quality(80)/p7i.vogel.de/wcms/3a/ef/3aefbfad2ae3ac8f074f8d94f2e6c316/0131584222v1.jpeg "Der Schweizer Elektronikspezialist Cicor hat für die nächste Zeit quasi ausgesorgt. Denn ein Auftrag von mindestens zehn Millionen Euro sichert nun die nähere Zukunft – mit Option auf noch viel mehr ... (Bild: Cicor)")
:quality(80)/p7i.vogel.de/wcms/49/11/491108536d5b3bd726249856d8f14fd5/0131792526v2.jpeg "Die Compamed in Düsseldorf ist die international führende Community-Plattform für den Zulieferbereich der Medizintechnik-Industrie. (Bild: Constanze Tillmann, Messe Düsseldorf)")
:quality(80)/p7i.vogel.de/wcms/7f/b8/7fb8fa5c04543435f378e1e68e084ac1/0131788325v2.jpeg "Prof. Dr. Guido McCombie, neuer Direktionspräsident der Fachhochschule Nordwestschweiz FHNW. (Bild: FHNW)")
:quality(80)/p7i.vogel.de/wcms/12/03/12036673688ffb15749f32a8b08848d7/0131693942v2.jpeg "Automatisiert schleifen und polieren: Dank einfacher und intuitiver Programmierung und Bedienung gelingt das mit der Automationszelle von ABB nun auch bei kleinen und mittelständischen Fertigungsbetrieben. (Bild: ABB)")
:quality(80)/p7i.vogel.de/wcms/cf/d6/cfd6043e92d9a9214e05b3c8b7f8c850/0131693779v2.jpeg "Iscar stellt die neuen «Cermill»-Keramik-Hochvorschubfräser für die effiziente Bearbeitung von hochwarmfesten Superlegierungen und Gusseisen vor. (Bild: Iscar)")
:quality(80)/p7i.vogel.de/wcms/17/46/17464ceacdc76397f11ead1e4a40ab22/0131266811v2.jpeg "Raphaël Müller, Leiter Industrial Solutions Senior Consultant, Mitglied des Kaders der Brütsch/Rüegger Werkzeuge AG: «Nur so kann man in Echtzeit verstehen, was in der Produktion passiert und schnell reagieren.» (Bild: Brütsch/Rüegger)")
:quality(80)/p7i.vogel.de/wcms/74/75/7475a2d17c659b6f1c6f081b17d2e312/0130218744v2.jpeg "(Bild: Oppenheim & Partner GmbH)")
:quality(80)/p7i.vogel.de/wcms/91/fe/91fea6ee46f7698edd2ceffca0638c33/0129520242v2.jpeg "Matthias Wilhelm, Country Manager DACH bei Visual Components: «Wer Prozesse durchgängig abbildet, KI gezielt einsetzt und Abläufe vorab virtuell prüft, reduziert Fehler, verkürzt Inbetriebnahmezeiten und schafft Produktionslinien, die schneller, flexibler und belastbarer laufen. Genau das ist die Zukunft der Produktion.» (Bild: Visual Components)")
:quality(80)/p7i.vogel.de/wcms/f6/2e/f62efbd65d3e8519552f698caa0a3653/0129514067v2.jpeg "Der «Digital Twin Composer» von Siemens erstellt industrielle Metaverse-Umgebungen in grossem Massstab und ermöglicht es Unternehmen, industrielle KI, Simulationen und physikalische Echtzeitdaten zu nutzen, um Entscheidungen virtuell, schnell und in jeder Grösse zu treffen. (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/28/c9/28c96ad7d4bf94eb25abb0b77543fa71/0131763389v2.jpeg "Zwei besonders wirtschaftliche und vielfältig einsetzbare Varianten seiner Industrieroboter «Horst» präsentiert aktuell der Hersteller Fruitcore Robotics GmnbH. (Bild: Fruitcore)")
:quality(80)/p7i.vogel.de/wcms/1a/ca/1aca42db7aa3bdf13d27721cb6358621/0131673017v2.jpeg "Durch ihr hybrides Konzept mit aerodynamischem und aerostatischem Auftrieb lassen sich die innovativen Luftschiffe des italienischen Herstellers Flo Fleet S. r. l. optimal zum Überwachen von Infrastrukturtechnik einsetzen. (Bild: Flo Fleet)")
:quality(80)/p7i.vogel.de/wcms/5d/e8/5de83f8f6ebdcba5086352cfad0c7b68/0131688470v2.jpeg "Die Schneideöle «Multicut MedTec» erfüllen die Anforderungen der Medizintechnik. (Bild: Viscotex Schmiertechnik AG)")
:quality(80)/p7i.vogel.de/wcms/e8/ae/e8ae5fa46fe4fbb9cffb8ae58ab78a33/0131491643v2.jpeg "Dünnwandige Strukturbauteile stellen höchste Anforderungen an Programmierung und Zerspanung sowie maximale Präzision in puncto Masshaltigkeit und Oberflächenqualität. (Bild: Open Mind)")
:quality(80)/p7i.vogel.de/wcms/f0/a2/f0a2cf6c381a930a98e4dfda207148fe/0131348231v2.jpeg "In die Software von Evo Informationssysteme GmbH integrierte KI-Funktionen sorgen dafür, dass Daten- und Lagerbestände von Wekzeugen fortlaufend optimiert werden und somit zuverlässig Werkzeuge für Fertigungsaufträge zur Verfügung stehen. (Bild: Evo Informationssysteme )")
:quality(80)/p7i.vogel.de/wcms/72/af/72afb397e05df8358ad4033b656fca15/0131787131v2.jpeg "Maurice Zemp hat ein auf «Reinforcement Learning» basierendes System für autonomes Drohnenracing für Nanocopter entwickelt und damit den dritten Platz an der ISEF belegt. (Bild: Stiftung Schweizer Jugend Forscht)")
:quality(80)/p7i.vogel.de/wcms/45/59/45597690af6a924cbe7615645147ea0a/0131609956v2.jpeg "Die neue Infrastruktur erlaubt die Verarbeitung äusserst feuchtigkeitsempfindlicher Materialien wie Lithium-Metall, die für künftige Batterien mit höherer Energiedichte, verbesserter Sicherheit und geringeren Kosten unerlässlich sind. Im Bild: Schnitttest an Lithium-Metall-Batterien. (Bild: CSEM)")
:quality(80)/p7i.vogel.de/wcms/1e/1e/1e1e8e290aba11a2b23d0ec504919396/0131242862v2.jpeg "Humanoide Roboter stehen im Mittelpunkt des «TUM RoboGym (powered by Neura)». (Bild: Neura Robotics)")
Innovationsforum Fertigung 2019: Möller-Wedel Optical Hochgenaue elektronische Autokollimatoren
Die Qualitätsanforderungen an hochpräzise Maschinensysteme verlangen hochgenaue und rückführbare Messgeräte, die einfach bedienbar sind, wenig Rüstzeit benötigen und fertigungsbegleitend eingesetzt werden können. Elektronische Autokollimatoren erfüllen diese Kriterien. MÖLLER-WEDEL OPTICAL ist führend auf dem Gebiet der elektronischen Autokollimatoren, die im Maschinenbau unter anderem für die Vermessung von Maschinenbetten und Rundtischen eingesetzt werden.
Anbieter zum Thema
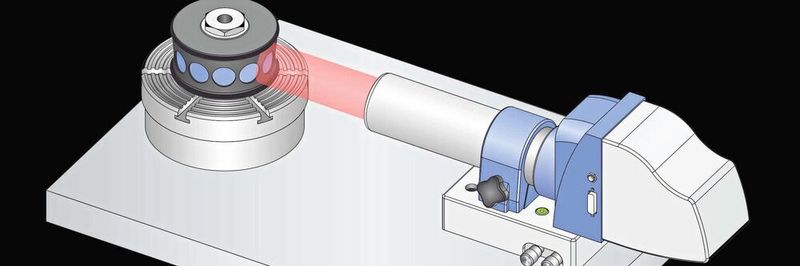
Mit steigenden Genauigkeitsanforderungen an CNC Präzisionswerkzeugmaschinen erhöhen sich auch die Anforderungen an die qualitätsbestimmenden mechanischen Bauteile und Baugruppen einer Werkzeugmaschine. Moderne Qualitätssicherungssysteme verlangen eine lückenlose Dokumentation der einzelnen Fertigungsstufen inklusive entsprechender Messergebnisse. Vor dieser Herausforderung stehen auch zunehmend Zulieferer und Komponentenhersteller. Während Laserinterferometer vorwiegend zur Endabnahme von Werkzeugmaschinen eingesetzt werden, wird in der Teilefertigung für oben genannte Messaufgaben oft ein sogenanntes Autokollimationsfernrohr (Autokollimator), eingesetzt. Autokollimatoren sind optische Messgeräte, die kleinste Winkeländerungen hochgenau messen können. Aufbau und Messprinzip eines elektronischen Autokollimators ist aus Vereinfachungsgründen für einen einachsig messenden Autokollimator in Bild 1 dargestellt:
Eine beleuchtete Strichmarke, die sich im Brennpunkt eines beugungsbegrenzten Objektivs befindet, wird ins Unendliche abgebildet. Trifft das Strahlenbündel auf einen senkrecht zur optischen Achse des Autokollimators stehenden ebenen Spiegel, wird das Strahlenbündel reflektiert und die projizierte Strichmarke auf dem Bildsensor abgebildet. Eine Verkippung des Spiegels relativ zur optischen Achse des Autokollimators resultiert in einer Lageänderung ∆y der abgebildeten Strichmarke auf dem Bildsensor. Diese Lageänderung kann durch speziell entwickelte Hard- und Software mit Genauigkeiten im Subpixelbereich detektiert werden. Die Spiegelverkippung α ergibt sich aus: α=arctan(∆y/2f), wobei f die Brennweite des Autokollimators ist. Da der ausgehende Messstrahl quasi parallel verläuft, ist die Messunsicherheit unter idealen Bedingungen unabhängig vom Abstand des Spiegels zum Autokollimator.
:quality(80)/images.vogel.de/vogelonline/bdb/1490200/1490215/original.jpg "Über 200 Besucher kamen zum zweiten SMM-innovationsforum nach Luzern. (Natalie Szathmáry)")
Gesamtes Spektrum der Fertigungstechnik am SMM-Innovationsforum
SMM-Innovationsforum: ausgebucht
Unter Praxisbedingungen beeinflussen folgende Faktoren die Messunsicherheit:
- Temperaturschwankungen während der Messung, die zu Luftschlieren (Inhomogenitäten des Brechungsindexes der Luft) und damit quasi zu einer Winkelablenkung des Lichtbündels führen. Bei Autokollimatoren mit einem räumlich ausgedehnten Lichtbündel (typischerweise mit einem Durchmesser zwischen 25 und 50 mm), erfolgt eine Integration der Brechzahlschwankungen über den Strahldurchmesser, so dass die messtechnischen Auswirkungen geringer sind, als bei lasergestützten Messsystemen.
- Luftdruckschwankungen, die lediglich bei Langzeitmessungen einen vergleichsweise geringen Einfluss auf die Messunsicherheit haben.
- Stabilität des Messaufbaus
Mit steigendem Abstand zwischen Spiegel und Autokollimator nimmt der Messbereich aufgrund von Blendeneffekten ab.
Zu den typischen fertigungsnahen Messaufgaben gehören:
- Geradheitsmessung an Maschinenbetten und Führungsbahnen
- Parallelitätsmessung von Anschlagleisten für Führungsbahnen
- Bestimmung der Positionsunsicherheit von Rund- und Teiltischen
- Bestimmung des Taumelschlages von Rundtischen
Das Messprinzip der Geradheitsmessung ist in Bild 2 dargestellt. Ein Spiegel mit definierter Dreipunkt-Auflage und definiertem Abstand der Auflagepunkte (Basislänge b) wird entlang der Führungsbahn in Schritten, die der Basislänge entsprechen, verschoben und die Änderung der Winkelverkippung des Spiegels aufgenommen. Unter Berücksichtigung der Basislänge kann daraus die entsprechende laterale Höhenänderung h berechnet werden. h(i)=b*tan∝(i) Bei Verwendung eines zusätzlichen seitlichen Anschlages mit Zweipunktauflage wird neben der Nick- auch die Gierbewegung simultan (Bilder 3 und 4) erfasst.
Üblicherweise erfolgt die automatische Berechnung und Auswertung der Geradheitsmessung direkt in der Anzeigeeinheit des Autokollimators (z. B. beim Modell ELCOMAT 5000) oder über ein gesondertes Computerprogramm (z.B. ELCOWIN). Aufgrund des Blendeneffektes sind in der Praxis Geradheitsmessungen bis zu einer Länge von 25-30 m möglich. Sind Bauteile mit Längen über 25 m zu messen, führt man Messungen im sogenannten Stitching-Modus durch, bei dem sich die Messung über die Gesamtlänge aus zwei oder mehr sich teilweise überlappenden Einzelmessungen zusammensetzt. Die erzielbaren Messunsicherheiten für die Geradheitsmessung liegen unter Werkstattbedingungen bei Verwendung eines elektronischen Autokollimators vom Typ ELCOMAT 3000 bzw. ELCOMAT 5000 (Genauigkeit +/-0.1 wsek) :
- bei einer Messlänge von 5 m bei 0.7 µm,
- bei einer Messlänge von 10 m bei 1.2 µm und
- bei einer Messlänge von 20 m bei 2.2 µm.
Weitere Messaufgaben, die auf der Geradheitsmessung aufbauen, sind die Messung der Parallelität und Rechtwinkligkeit von Führungsbahnen, Messbalken und Steinwinkeln sowie die Messung der Ebenheit von Messplatten und Richttischen. Die rotatorische Messunsicherheit von Rund- und Teiltischen wird mittels eines Autokollimators und eines zusätzlichen Winkelnormals (typischerweise eines Polygonspiegels mit bekanntem Teilungsfehler) durchgeführt (Bild 5). Die erzielbare Messunsicherheit liegt unter Werkstattbedingungen zwischen 0.3 wsek und 0.5 wsek. Neben den hier genannten Einsatzgebieten werden elektronische Autokollimatoren der ELCOMAT Reihe sowohl zur Justierung von Spiegeln in der Laserindustrie als auch zur Justierung von Wafern in der Halbleiterindustrie erfolgreich eingesetzt. SMM
(ID:46158576)
:quality(80)/p7i.vogel.de/wcms/49/11/491108536d5b3bd726249856d8f14fd5/0131792526v2.jpeg "Die Compamed in Düsseldorf ist die international führende Community-Plattform für den Zulieferbereich der Medizintechnik-Industrie. (Bild: Constanze Tillmann, Messe Düsseldorf)")
:quality(80)/p7i.vogel.de/wcms/7a/c1/7ac17ae86fbb3c7613e3da769b958e52/0127537864v2.jpeg "Die Rohlingsbearbeitungsmaschine «CPX» kann nun auch nicht-runde Formen schleifen und Rohmaterial mit Sinterhaut bearbeiten. (Bild: Anca)")