
:quality(80)/p7i.vogel.de/wcms/98/b5/98b5b8526f1f9abb97a588b0aeaed65f/0132617318v2.jpeg "Wolfgang Ulmer, Managing Director der Grob Schweiz AG, sprach mit Nastassja Neumaier, stv. SMM-Chefredaktorin, über 100 Jahre Grob und die Zukunftsfähigkeit des Werkplatzes Schweiz. (Bild: Matthias Böhm)")
:quality(80)/p7i.vogel.de/wcms/86/53/8653d135ac939cb4273b3f161ad8e4c0/0132616414v2.jpeg "Umang Maradia (li., Managing Director) und Thomas Wengi (re., Sales Director, beide Agie Charmilles) vor dem neuen Produktionsstandort von Agie Charmilles in Losone. (Bild: Matthias Böhm)")
:quality(80)/p7i.vogel.de/wcms/7c/d7/7cd77b86466ea73a47798ab010d631c8/0132591671v2.jpeg "Der Messeauftritt soll deutlich machen: Wer in der Schweiz auf Rockwell Automation setzt, findet in Routeco einen Partner, der Technologie nicht nur bereitstellt, sondern in funktionierende, wirtschaftliche Lösungen überführt. (Bild: Routeco)")
:quality(80)/p7i.vogel.de/wcms/ba/01/ba01efee77344c70f3fa98deb98b3e99/0132618837v2.jpeg "Remo Knecht, Schichtleiter bei Burckhardt Compression, beim Einspannen eines Werkzeuges in einen «powRgrip»-Werkzeughalter. (Bild: Vischer & Bolli)")
:quality(80)/p7i.vogel.de/wcms/69/e2/69e29a56bbf47b663ece73c8fcfab190/0132617886v2.jpeg "Escha, Fehlmann, Gibas und Evomecs arbeiteten von Anfang an eng zusammen, um die technischen, organisatorischen und digitalen Anforderungen optimal aufeinander abzustimmen. V. l. n. r.: Alain Strebel (Verkaufsleiter Nord-Europa, Fehlmann), Benjamin Unruh (Projektmanager, Escha), Enrico Akkerman (CCO, Gibas) und Peter Potjans (Fehlmann). (Bild: Fehlmann)")
:quality(80)/p7i.vogel.de/wcms/53/69/53699ef14345f8d802ee0d5d5887b496/0132048847v2.jpeg "Fliegender Wechsel für minimierte Rüstzeiten: Auch bei laufenden Sägearbeiten können Bediener unterschiedliche Funktionen und Bedienfelder zu weiteren Sägeaufträgen aufrufen und Daten eingeben. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/d3/c6/d3c6ff406aaf5ad2038f255e3099b30b/0132048435v2.jpeg "Spritzgiessfertigung wird es in Zukunft ohne abgestimmte KI-Strategie nicht mehr geben. Wer heute Neuinvestitionen plant, kommt nicht umhin, die Integrationsoffenheit der Steuerung mit derselben Priorität zu bewerten wie Schliesskraft und Zykluszeit. (Bild:Sasint - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/a5/dc/a5dc8a72e6382359480457dd5ea9f6d6/0132048417v2.jpeg "Stets aktuell: Über die aktuellen Softwaremodule von Lantek können Blechverarbeiter ihre Produktion auch online unabhängig von Aufentaltsorten überwachen und planen. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/c6/f2/c6f2b521ffa60096e11d1873891c933e/0132048123v2.jpeg "Informationen, die in Bilder der realen Bauteile eingeblendet werden – beispielsweise 2D-CAD-Daten –, tragen dazu bei, qualitätsbestimmende Merkmale schnell und zuverlässig zu erkennen. (Bild: Visometry)")
:quality(80)/p7i.vogel.de/wcms/ac/f1/acf12aa893128ac99f5e614f3b54bc71/0132542256v2.jpeg "(Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/d8/b0/d8b0289d9bee73ec35c226a7972f5bbf/0132535837v2.jpeg "Der neu gewählte Vorstand von GOP (v. l. n. r.): Rolf Freiburghaus, Michelle Schenker, Andreas Bachmann, Julia Lacher, Holger Hanau und Marco Carrano. Nicht abgebildet: Willi Graf. (Bild: Gesellschaft für Fluidtechnik (GOP))")
:quality(80)/p7i.vogel.de/wcms/95/e0/95e06ebb99c296e6333f9837fa1bba8f/0132367577v2.jpeg "Damit der Sommerurlaub pünktlich beginnt: In der automatisierten Fluggastbrücke von «REEL» sorgen Energieketten und Leitungen von Igus für eine hohe Ausfallsicherheit im Flughafenbetrieb. (Bild: Igus SE & Co. KG)")
:quality(80)/p7i.vogel.de/wcms/8f/d3/8fd3ed6832ff422cae482706ba24dd57/0132541011v2.jpeg "Das Konsortialteam des Forschungsprojektes «SKIPRO». (Bild: WZL)")
:quality(80)/p7i.vogel.de/wcms/ae/9a/ae9ae612dc61a247e364784422fb3940/0132364675v2.jpeg "Forschende von «MaterialsCommons» beim Kick-Off-Meeting am 17. Juli 2026 in Karlsruhe. (Bild: Fraunhofer IWM)")
:quality(80)/p7i.vogel.de/wcms/d6/23/d623e0b328bb12863d49fb985323549b/0132296015v2.jpeg "Joël Mesot und Reinhold R. Geilsdörfer, Vorsitzender der Geschäftsführung der Dieter Schwarz Stiftung, drücken gemeinsam den Startknopf zur Eröffnung. (Bild: imagis / ETH Zürich)")
:quality(80)/p7i.vogel.de/wcms/e0/3e/e03eb00ea656dfdd51ff96ec1d989ae7/0132292913v2.jpeg "Das FHNW Rover-Team qualifiziert sich für die European Rover Challenge 2026. (Bild: FHNW )")
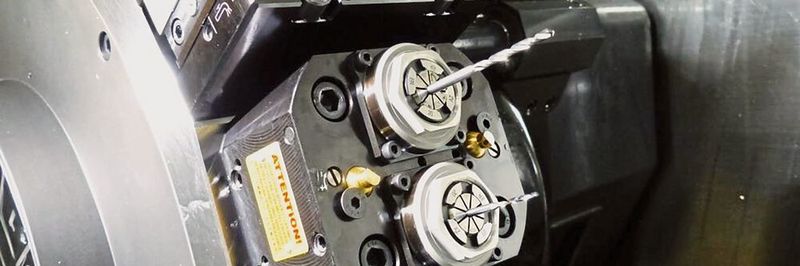
Vischer & Bolli: Wirtschaftlicher bohren Know-how-Transfer optimiert Prozesse
Die SRM AG in Merenschwand fertigt eine Vielzahl unterschiedlicher, komplexer Bauteile höchster Qualität auch in grösseren Serien. Mit Bohrwerkzeugen ADO von OSG haben Spezialisten von Vischer & Bolli die Prozesse optimiert, um produktiver und wirtschaftlicher zu bearbeiten.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/96300/96347/65.jpg "Logo.jpg ()")
Die SRM AG zählt als Lohnfertiger einen weltweit führenden Anbieter von automatisierten Laborinstrumenten in der Schweiz zum Kundenkreis. Die Produktion von beispielsweise PCR-Testgeräten ist seit Beginn der Corona-Pandemie im März 2020 sprunghaft angestiegen, die Stückzahlen werden kontinuierlich ausgeweitet und die Liefertermine gestrafft. Meist geht es dabei um Losgrössen zwischen jährlich 100 bis 1000 Bauteilen. Die Komplexität der Werkstücke ist in Merenschwand allerdings immer wieder eine neue Herausforderung. Deshalb werden aktuell Kapazitäten erweitert und kontinuierlich optimierte Prozesslösungen gesucht.
Bohrungen genau positionieren
In diesem Zusammenhang war man auch für ein Bauteil eines führenden Anbieters von hochwertigen Lösungen in der Blechbearbeitung auf der Suche nach einer messbaren Prozessoptimierung. Konkret ging es dabei um die Positionsgenauigkeit von Bohrungen für einen Laserkopf, die über zwei Achsen gemessen werden. Nachdem für diese Bearbeitung vom Kunden 2019 neue Toleranzen eingeführt worden waren, war man bei SRM auf der Suche nach einer Lösung. Eine der ersten Adressen ist für SRM seit Jahren Vischer & Bolli. Im Bereich Bohren und Gewindeschneiden konkret OSG. Und so war David Meier, Anwendungstechniker bei Vischer & Bolli, auch vor Ort und konnte bei den ersten Tests mit der neuen ADO-Serie punkten. Vor allem deshalb, weil dadurch die Standzeit, Genauigkeit und Prozesssicherheit wesentlich erhöht werden konnten. Dazu Alfred Topalli, Leiter Werkzeugmanagement: «Wir haben bei den bisherigen Bohrern festgestellt, dass es nach etwa 200 Bohrungen Probleme gab. Die Schneiden des Bohrers wurden unscharf, und so verlor der Bohrer beim Anbohren leicht immer mehr an Position. Wenn diese Bohrung das Kernloch für einen Gewindeformer ist, wirkte sich das natürlich sehr negativ aus. Mit dem ADO-SUS konnten wir dieses Problem eliminieren. Wir wechseln den Bohrer jetzt nur noch sicherheitshalber nach 300 Bohrungen in Stahl, und wir haben jetzt definierte Prozesse einfach besser im Griff. Auch deshalb sind diese Bohrer jetzt bei 2,8 bis 14 mm Durchmesser bei uns zum Standardbohrer geworden.»
Fachwissen erforderlich
Ob nun Stahl, rostfreier Stahl, Kupfer oder auch Aluminium, die Standzeiten des Bohrers hängen natürlich wesentlich vom Werkstoff ab. Einfluss hat auch, ob wie in Merenschwand auf einer stabilen horizontalen Fräsmaschine oder einem Langdrehautomaten mit 11er Spannzangen gebohrt wird. Fakt aber ist, so David Meier, dass man diese Bohrungen bei SRM in der Gesamtheit sehen muss: «Es ist nicht allein die Standzeit, denn die steht in sehr engem Zusammenhang mit der Genauigkeit. Nimmt die Schärfe der Schneide ab, geht das zu Lasten der Präzision. Ich denke, so rechnet sich das Preis-Leistungs-Verhältnis sehr schnell, zumal bei SRM die Prozesssicherheit und Liefertermine besonders wichtig sind.» Hinsichtlich der Prozesssicherheit ist ein weiterer Aspekt, dass auf den Maschinen automatische Messsysteme für Werkzeuge integriert sind. Diese Systeme erkennen aber nicht, wenn eine Schneide leicht ausgebrochen ist. Und so kam es zum Beispiel bei besagtem Kernloch für das Gewinde immer wieder zum Bruch des Gewindeformers. Für Fabian Strebel, Mitglied der Geschäftsleitung bei SRM, ist die Qualität der Werkzeuge aber ohnehin eine Grundvoraussetzung. Darüber hinaus erwartet er allerdings auch eine anwendungsspezifische Betreuung: «Vischer & Bolli kennt unsere Prozesse, es findet ständig ein Know-how-Transfer statt. Deshalb arbeiten wir schon seit Jahrzehnten zusammen. Erst vor kurzem waren Experten von Vischer & Bolli und OSG bei uns im Haus und haben uns bei einer spezifischen Anwendung weitergebracht. Dabei ging es um das Gewindeformen mit Bass (seit 2019 ein Unternehmen der OSG-Gruppe). Wir wollten diesen Prozess im Detail betrachten und optimieren. Dieses Treffen ist fast zu einem Seminar ausgeartet und hat uns wichtige Erkenntnisse gebracht.» Dieser Know-how-Transfer ist es auch, weshalb man beim Bohren auf OSG setzt.
Mikro- und Tieflochbohren
Beim Tieflochbohren ist das die Serie ADO mit 20 und 30 x D, beim Mikrobohren ab 1,3 mm Durchmesser der ADO-Micro. Diese neuen Mikrobohrer bietet OSG ab Durchmesser 0,7 mm bis 2,0 mm auch mit Innenkühlung an. Ausserdem wurde für diese Bohrer ein Hohlschaft mit konischem Übergang entwickelt. So fliesst das Kühlmittel von einer Kammer in die Kühlkanäle. Dadurch erhöht sich die Durchflussgeschwindigkeit (Bernoulli-Effekt) und die Späne werden besser abgeführt. Und selbst an dem neuen dreischneidigen Hochvorschubbohrer ADO-TRS ab 3 mm Durchmesser ist man in Merenschwand interessiert und wird ihn demnächst testen. Hier ist es OSG mit einer R-Gash-Ausspitzung gelungen, die Spanbildung so zu optimieren, dass auch in zähen Werkstoffen kurze, homogene Späne entstehen. - kmu - SMM
(ID:47085068)
:quality(80)/p7i.vogel.de/wcms/fc/6f/fc6f5d2408dda8b4d6061e42402c679f/0127847898v2.jpeg "Für das Mikrobohren von Reintitan und allen Titanlegierungen hat Mikron Tool die Mikrobohrerreihe «CrazyDrill Titanium TN / TK» entwickelt. (Bild: Mikron Tool)")
:quality(80)/p7i.vogel.de/wcms/ba/01/ba01efee77344c70f3fa98deb98b3e99/0132618837v2.jpeg "Remo Knecht, Schichtleiter bei Burckhardt Compression, beim Einspannen eines Werkzeuges in einen «powRgrip»-Werkzeughalter. (Bild: Vischer & Bolli)")