
:quality(80)/p7i.vogel.de/wcms/e5/d0/e5d016fcecb3e44553a1fe82150f17c5/0132016980v2.jpeg "Swissmem-Präsident Martin Hirzel: «Die Schweiz kann den grossen Mächten keine Regeln diktieren. Sie muss deshalb dort stark sein, wo andere zu gross, zu langsam oder zu wenig präzise sind.» (Bild: Swissmem)")
:quality(80)/p7i.vogel.de/wcms/53/07/5307a66b1c640a2eabfcf020de0b952b/0132016867v2.jpeg "(Bild: © Oleksandr Bachurin (stock.adobe.com))")
:quality(80)/p7i.vogel.de/wcms/99/c3/99c378b1b27a2939ee9951a97a5859fa/0132016823v2.jpeg "Anteil der Maschinenbauunternehmen, die bestimmte Content-Formate aktiv einsetzen. Während Basisformate weit verbreitet sind, werden hochwertige Inhalte wie Whitepaper, Webinare oder Fallstudien («Case Studies») deutlich seltener genutzt. Diese spielen jedoch eine zentrale Rolle in B2B-Entscheidungen, da sie Vertrauen und Expertise vermitteln und damit ein klares Differenzierungspotenzial im digitalen Vertrieb bieten. (Bild: Actuways AG)")
:quality(80)/p7i.vogel.de/wcms/9b/44/9b4408d1d5542e0ff268a7380a904255/0131767938v2.jpeg "Boehlerit bietet für das Drehschälen komplette Werkzeugsysteme bestehend aus Schälkopf, Halter und Kassetten an. (Bild: Boehlerit)")
:quality(80)/p7i.vogel.de/wcms/04/4f/044fda7cb2355452df08eb46f6bd7c24/0131762740v2.jpeg "Mit aktuellen Funktionen in der 3D-CAD/CAM-Software von Lantek lässt sich das Schneiden komplexer 3D-Fasen einfach und komfortabel programmieren. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/12/03/12036673688ffb15749f32a8b08848d7/0131693942v2.jpeg "Automatisiert schleifen und polieren: Dank einfacher und intuitiver Programmierung und Bedienung gelingt das mit der Automationszelle von ABB nun auch bei kleinen und mittelständischen Fertigungsbetrieben. (Bild: ABB)")
:quality(80)/p7i.vogel.de/wcms/b1/80/b1802f9f88bd94c628c8ba0c6cb582b2/0132045002v2.jpeg "Fertig bearbeitetes Aluminium-Bauteil für die Gasbranche – hochgenau fünfachsig simultangefräst bei Maschinenbau Strunk. (Bild: Haimer)")
:quality(80)/p7i.vogel.de/wcms/8e/2f/8e2f669cd3d5782de80e6628f4759845/0132041763v2.jpeg "Bei der «EMAG VL300» wurde man in Hofheim zum mehrmaligen Wiederholungstäter. Überwacht werden damit Bohrer, Fräser, Gewindeschneider, generell alle angetriebenen Werkzeuge. (Bild: Lerch)")
:quality(80)/p7i.vogel.de/wcms/19/54/1954e6cb5b42672085da9679d2e46a41/0132041533v2.jpeg "Auf spezifische Tätigkeiten konfigurierte KI wird beispielsweise beim Schweissen die Nahtverfolgung optimieren. (Bild: Universal Robots)")
:quality(80)/p7i.vogel.de/wcms/65/62/65625721b309e68e223fe5bf3b488453/0132041300v2.jpeg "Auf der Robotikmesse «iREX» im Dezember 2025 in Japan hat Fanuc produktiv einsetzbare Anwendungen für KI-fähige Roboter vorgestellt. (Bild: Fanuc)")
:quality(80)/p7i.vogel.de/wcms/12/fa/12fa99b6dd4ee694f1187f5ee5bdf6ed/0131767802v2.jpeg "(Bild: KUKA Group)")
:quality(80)/p7i.vogel.de/wcms/36/bf/36bfa889b21e078c88c11ad34e96a789/0131694448v2.jpeg "Bei Spitzenlos- und Rundschleifmaschinen erweist sich die von Keba verwirklichte Mensch-Maschine-Interaktion basierend auf einer offenen und flexibel einrichtbaren Software und einem grossen, individuell anpassbaren Touchscreen als besonders funktional. (Bild: Keba)")
:quality(80)/p7i.vogel.de/wcms/c7/74/c774b79bd9194b5202fabbeac4fd15d1/0132054879v4.jpeg "Aus der Wechselwirkung zwischen Digitalem Zwilling und Physical Artificial Intelligence kann eine autonom arbeitende, sich selbst überwachende und optimierende Produktion entstehen. (Bild: Acatech)")
:quality(80)/p7i.vogel.de/wcms/0a/de/0adeb617c68c8669d3bec17efaf3fc74/0132037864v2.jpeg "Sämtliche Daten zu einem Produkt sollen in einem einheitlichen Format in der Cloud verfügbar sein. (Bild: Arvato)")
:quality(80)/p7i.vogel.de/wcms/5e/a3/5ea39d5f54e7efacff85ad9fbb5027b7/0131864753v2.jpeg "Studierende präsentieren Stadler-Vertreter Christoph Leiterer ihren Prototyp für weniger Verschleiss und Lärm bei Schienenfahrzeugen. (Bild: Cyrill Maag)")
:quality(80)/p7i.vogel.de/wcms/19/76/19769d45677f3e108acd1c9d7c63c193/0131948509v2.jpeg "(Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/f7/8c/f78c500cf879530da1fb4af30c0fda0e/0131865051v2.jpeg "Empa-Forscher Konstantin Egorov beschichtet Edelstahlkomponenten mit korrosionsbeständigem Titanoxid, um die Herstellung von grünem Wasserstoff wirtschaftlicher zu machen. (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/7f/b8/7fb8fa5c04543435f378e1e68e084ac1/0131788325v2.jpeg "Prof. Dr. Guido McCombie, neuer Direktionspräsident der Fachhochschule Nordwestschweiz FHNW. (Bild: FHNW)")
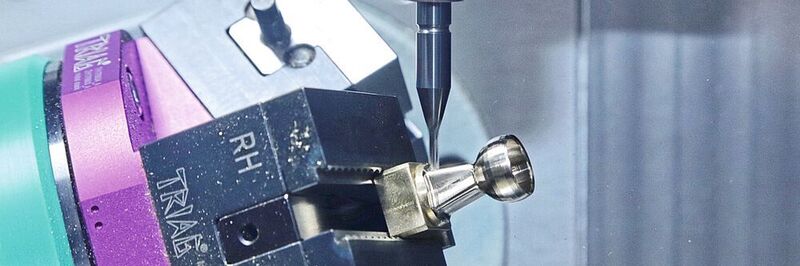
Mikropräzisionsbearbeitung Maximale Flexibilität bei der Mikropräzisionsbearbeitung
Argonag hat das 5-Achs-Mikrobearbeitungszentrum Micro-One von Zorn Microsolution vorgestellt. Die CNC-Maschine benötigt weniger als einen Quadratmeter Standfläche und ist aufgrund des modularen Aufbaus für verschiedene Anwendungen flexibel einsetzbar.
Anbieter zum Thema
:fill(fff,0)/p7i.vogel.de/companies/63/57/6357923865c1f/wm-kurzlogo--invers-rgb-300dpi.jpeg "wm-kurzlogo--invers-rgb-300dpi (Walter Meier (Fertigungslösungen) AG)")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/115100/115138/65.jpg "logo Polyval + la compeütence dans la diffeürence Coul.jpg ()")
Die Argonag AG verstärkt sich auf dem Gebiet der Mikrobearbeitung und hat die Exklusivvertretung von Zorn Microsolution für die Schweiz und Liechtenstein übernommen. Die Firma Zorn Microsolution mit Sitz in Stockach im Landkreis Koblenz hat mit der Micro-One ein 5-Achs-Bearbeitungszentrum für die Mikrobearbeitung entwickelt, welches für die Optimierung der Kleinteilefertigung konzipiert wurde. Bei der Entwicklung der CNC-Maschine konnte Zorn vor allem seine Erfahrungen im ursprünglichen Kerngeschäft nutzen, Sonderanfertigungen von Maschinen mit einem ganz speziellen Einsatzzweck zu entwickeln, speziell in der Mikromontage.
:quality(80)/images.vogel.de/vogelonline/bdb/1603700/1603790/original.jpg "Das neue Mikro-CNC-5-Achsen Präzisionsbearbeitungszentrum Micro One kann äusserst flexibel an unterschiedlichste Anforderungen adaptiert werden. (Zorn Microsolution)")
Neue Vertretung
Mikrobearbeitung neu im Fokus
Maximale Flexibilität und optimale Bedienbarkeit
So ist die Micro-One das erste Mikro-CNC-Bearbeitungszentrum mit fünf Achsen für die Integration in automatisierten Montageanlagen. Der modulare Aufbau mit trennbaren Modulen und eine flexible Erweiterbarkeit ermöglichen vielfältige Anwendungen. Die Maschine ist so konzipiert, dass auf geringstem Bauraum sowie unter Berücksichtigung ergonomischer Gesichtspunkte alle notwendigen Elemente enthalten sind. Maximal 0,9 m2 kostbare Stellfläche benötigt man, um eine vollwertige 5-Achs-Bearbeitung zu erhalten. Der optimale
Zugang sowie ein idealer Sichtbereich zum Werkstück erlauben eine effiziente und effektive Maschinenbedienung. Hierzu trägt auch die Arbeitstischhöhe der Micro-One bei, mit der selbst kleinste Bauteile gut gesehen und gegriffen werden können. Perfekte Ergonomie, stets das Wesentliche im Blick in optimaler Distanz zum Werkstück. Der grosszügige Zugang von zwei Seiten unterstreicht die Bedienerfreundlichkeit. Die Modularität ermöglicht es, das Bearbeitungsmodul separat in Montageanlagen zu integrieren, während die Versorgungseinheit ausserhalb bleibt.
Aktuell ist die Micro-One als klassisches Bearbeitungszentrum ausgeführt. Die Spindel mit
75 000 U/min ermöglicht eine effiziente HSC-Bearbeitung im Kleinteilebereich. Die Weiterentwicklung sieht jedoch auch vor, weitere Bearbeitungsmethoden zu integrieren. Die aktuell eingesetzte wassergekühlte Hochleistungsspindel kann dann z. B. durch eine Laseroptik oder durch eine Dosiereinheit ersetzt werden, so dass auch Laserschweissen, Beschriften, Kleben oder sonstige Dosier- und Prüfaufgaben mögliche Einsatzgebiete sind.
Linear-Direktantriebe und Torque-Antriebe
Ein massgebliches Technologiemerkmal der Micro-One sind die Linear-Direktantriebe für die Hauptachsen X und Y sowie die Torque-Antriebe für die Rundachsen B und C. Die Vorteile zeigen sich mit einer sehr hohen Positioniergenauigkeit durch das integrierte Messsystem, die hohe Dynamik und Beschleunigung und die exzellenten Gleichlaufeigenschaften. Weiterhin gibt es bei den Direktantrieben keinerlei Umkehrspiele mehr. Ein weiterer Vorteil für den Einsatz von Direktantrieben bei den Rundachsen sind die höheren Drehzahlen, die vor allem in der C-Achse weitere Bearbeitungsmöglichkeiten eröffnen. Beide Rundachsen sind für grössere Bearbeitungskräfte und optimale Stabilität mit Klemmung ausgerüstet. Die installierte Sperrluft bietet Schutz gegen das Eindringen von Schmutz und Feuchtigkeit. Alle Direktantriebe, wie auch die Spindel, sind wassergekühlt und mit direkten Messsystemen ausgestattet.
Die Micro-One ist aktuell mit einem Werkzeugwechsler für 12 Werkzeuge ausgerüstet. Die Werkzeugaufnahme kann komplett mittels Schnellspanner ausgetauscht werden. Werkzeugschäfte von 3, 4 und 6 mm können aufgenommen werden. Das durchdachte System der Direktspannung ermöglicht es, auf kostenintensive Werkzeughalter zu verzichten. Die geschliffene Ringnut im Schaft dient der Orientierung der Werkzeuge. Alles mit dem Vorteil, keine zusätzlichen Massen auf den Werkzeugschaft aufzubringen. Dieser minimalistische Ansatz garantiert ein reduziertes Schwingungsverhalten. Der Werkzeugwechsler wird durch die Hauptachse positioniert. Die bauartbedingte Konstruktion des mitfahrenden Magazins gestattet kürzeste Werkzeugwechselzyklen. Der Anwender kann sein Werkzeugmagazin zur Vergrösserung der Werkzeuganzahl ohne Probleme um mehrere Magazinplatten erweitern.
Je kleiner das Werkstück, desto höher ist der Anspruch an Präzision. Das solide Granitfundament absorbiert sämtliche Bewegungen, diese Eigenschaften des natürlichen Granits nutzten die Konstrukteure für die Micro-One. Der perfekt geschliffene Granitblock als natürliches Hartgestein steht für mehr Eigensteifigkeit, mehr thermische Stabilität, mehr mechanische Stabilität und maximale Wiederholgenauigkeit.
Integration in bestehende Anlagen
Weiterhin ist das Bearbeitungsmodul auch in Montageanlagen oder in Reinräume zu integrieren, während das Versorgungsmodul ausserhalb bleibt. Im Versorgungsmodul ist die Stromversorgung mit Steuerung und allen weiteren Nebenaggregaten untergebracht. Zwei seitliche Schaltschränke nehmen einerseits die elektrische Versorgung und andererseits das Kühlaggregat für die Wasserkühlung der Achsen und der Spindel auf. Im Mittelteil sind die Minimalmengenschmierung und die Pneumatik installiert.
Die Modularität der eigentlichen Bearbeitungseinheit macht es möglich, einen ergonomischen Sitzarbeitsplatz zu gestalten. Die Versorgungseinheit wird nach der Seite oder nach hinten verschoben, um genügend Beinfreiheit zu erlangen. Das Bearbeitungsmodul kann nach Belieben positioniert werden. Durch den Zugang von zwei Seiten und die erhöhte Bearbeitungsebene wurde eine optimale Sicht- und Zugangssituation für das Bedienpersonal geschaffen.
Vorbereitet auf künftige Automatisierung
Bei der Entwicklung der Micro-One wurde bereits darauf geachtet, alles für zukünftige Automatisierungen vorzubereiten. Die 30-jährige Erfahrung aus dem Sondermaschinenbau der Zorn Maschinenbau GmbH hat hier deutliche Spuren hinterlassen. Insbesondere wenn es um die Handhabung von kleinen Bauteilen geht, kann hier auf einen grossen Erfahrungsschatz zurückgegriffen werden. Für die automatisierte Fertigung mit der Micro-One wurde eigens ein spezielles Modul entwickelt. Grösse und Design sind abgestimmt. Durch die Deckenmontage des Roboters steht die gesamte Grundfläche des Moduls für Ihre Produkte zur Verfügung. Als besonders wertvoll erweist sich eine weitere vortreffliche Eigenschaft des Moduls: Der eingesetzte Roboter kann allseitig aus der Zelle hinausgreifen und somit bis zu drei Micro-One bedienen.
Damit wird für die Automatisierung einer Micro-One gerade mal ca. 1,8 m2 wertvolle Stellfläche verbraucht und bei maximaler Anordnung mit drei Micro-One ca. 6,5 m2. In der Regel wird das Automatisierungsmodul als Zuführ- und Entnahmegerät eingesetzt. Hierfür stehen mehrere Varianten an Zuführtechnik zur Verfügung. Alternativ oder ergänzend zu dieser Verwendung besteht auch die Möglichkeit, weitere Fertigungsprozesse einzubinden. Für das Bearbeiten von Drehteilen steht auch ein automatischer Stangenlader zur Verfügung.
Auch die Micro-One-Steuerungssoftware ist technologisch ausgereift. Die antriebsbasierte CNC-Steuerung Sinumerik 840D sl von Siemens gehört zur Premiumklasse und unterstützt das Micro-One-Maschinenkonzept durch ein Maximum an Performance. Flexibilität und Offenheit werden mit der Sinumerik ebenso unterstützt wie der Einsatz von Technologien zu Multitasking-Konzepten.
Nachhaltigkeit im Fokus
Ein wichtiger Aspekt bei der Entwicklung der Micro-One ist die Nachhaltigkeit. Die Maschine zeichnet sich durch einen geringeren Energieverbrauch aus, der aufgrund der reduzierten bewegten Massen erzielt wird. Hinzu kommt der konsequente Einsatz von integrierter Minimalmengenschmierung. Auch der Luftverbrauch der geräuscharmen Maschine ist sehr gering. -ari- SMM
(ID:46123562)
:quality(80)/p7i.vogel.de/wcms/2a/aa/2aaabc564179192aaace473a3d6db13e/0127453330v2.jpeg "V. r. n. l.: Patrick Nauer (Verkaufsleiter), Daniel Stutz (stv. Geschäftsführer), Andy Brunner (CEO, alle Hydac Engineering AG), Karin Leuthard (Leiterin HR, VRP der Leuthard Bau Holding AG), Rolf Leuthard (Geschäftsführer Immobilien, VRP der Leuthard Immobilien Holding AG), Dr. Achill Holzer (CTO), Martin Loeliger (CFO, beide Hydac Engineering AG), Lutz Landmesser (Geschäftsleiter der Hydac International). (Bild: Hydac Engineering AG)")
:quality(80)/p7i.vogel.de/wcms/2c/e3/2ce30cb0e713f0f1aac6a1a537632e27/0125996797v2.jpeg "Premiere mit Planetenträgern: Die erste neue Dörries VT 28 orderte das südindische Unternehmen Thaai Casting, das damit in einem neuen Werk grosse rotationssymetrische Bauteile in nur zwei Aufspannungen fertigt. (Bild: Starrag)")