
:quality(80)/p7i.vogel.de/wcms/38/b3/38b304467e9a10fde8a7f6ddd445bdb2/0131840362v2.jpeg "Der offizielle Besuch von Bundespräsident Guy Parmelin war von zahlreichen Gesprächen an verschiedenen Ständen geprägt. (Bild: EPHJ)")
:quality(80)/p7i.vogel.de/wcms/1f/70/1f7097ae161f0dbd768594b97a204874/0131838636v2.jpeg "Fast 150 Teilnehmer nahmen an der ECTA-Konferenz 2026 in Graz teil. Sie diskutierten die zukünftige Versorgung von Wolfram-Rohstoffen, die für die Werkzeugherstellung essenziell sind. (Bild: Matthias Böhm)")
:quality(80)/p7i.vogel.de/wcms/12/fa/12fa99b6dd4ee694f1187f5ee5bdf6ed/0131767802v2.jpeg "(Bild: KUKA Group)")
:quality(80)/p7i.vogel.de/wcms/9b/44/9b4408d1d5542e0ff268a7380a904255/0131767938v2.jpeg "Boehlerit bietet für das Drehschälen komplette Werkzeugsysteme bestehend aus Schälkopf, Halter und Kassetten an. (Bild: Boehlerit)")
:quality(80)/p7i.vogel.de/wcms/04/4f/044fda7cb2355452df08eb46f6bd7c24/0131762740v2.jpeg "Mit aktuellen Funktionen in der 3D-CAD/CAM-Software von Lantek lässt sich das Schneiden komplexer 3D-Fasen einfach und komfortabel programmieren. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/12/03/12036673688ffb15749f32a8b08848d7/0131693942v2.jpeg "Automatisiert schleifen und polieren: Dank einfacher und intuitiver Programmierung und Bedienung gelingt das mit der Automationszelle von ABB nun auch bei kleinen und mittelständischen Fertigungsbetrieben. (Bild: ABB)")
:quality(80)/p7i.vogel.de/wcms/17/46/17464ceacdc76397f11ead1e4a40ab22/0131266811v2.jpeg "Raphaël Müller, Leiter Industrial Solutions Senior Consultant, Mitglied des Kaders der Brütsch/Rüegger Werkzeuge AG: «Nur so kann man in Echtzeit verstehen, was in der Produktion passiert und schnell reagieren.» (Bild: Brütsch/Rüegger)")
:quality(80)/p7i.vogel.de/wcms/74/75/7475a2d17c659b6f1c6f081b17d2e312/0130218744v2.jpeg "(Bild: Oppenheim & Partner GmbH)")
:quality(80)/p7i.vogel.de/wcms/91/fe/91fea6ee46f7698edd2ceffca0638c33/0129520242v2.jpeg "Matthias Wilhelm, Country Manager DACH bei Visual Components: «Wer Prozesse durchgängig abbildet, KI gezielt einsetzt und Abläufe vorab virtuell prüft, reduziert Fehler, verkürzt Inbetriebnahmezeiten und schafft Produktionslinien, die schneller, flexibler und belastbarer laufen. Genau das ist die Zukunft der Produktion.» (Bild: Visual Components)")
:quality(80)/p7i.vogel.de/wcms/f6/2e/f62efbd65d3e8519552f698caa0a3653/0129514067v2.jpeg "Der «Digital Twin Composer» von Siemens erstellt industrielle Metaverse-Umgebungen in grossem Massstab und ermöglicht es Unternehmen, industrielle KI, Simulationen und physikalische Echtzeitdaten zu nutzen, um Entscheidungen virtuell, schnell und in jeder Grösse zu treffen. (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/36/bf/36bfa889b21e078c88c11ad34e96a789/0131694448v2.jpeg "Bei Spitzenlos- und Rundschleifmaschinen erweist sich die von Keba verwirklichte Mensch-Maschine-Interaktion basierend auf einer offenen und flexibel einrichtbaren Software und einem grossen, individuell anpassbaren Touchscreen als besonders funktional. (Bild: Keba)")
:quality(80)/p7i.vogel.de/wcms/b1/ec/b1ec6760bde4ec41d82e34b4d8a0ab0b/0131768308v2.jpeg "Hygienisch zu reinigen: Bügelgriffe aus Edelstahl mit Dichtring aus POM haben minimierte Toträume, liegen glatt an und ermöglichen ein zuverlässiges Umspülen mit Reinigungsmitteln. (Bild: Kipp)")
:quality(80)/p7i.vogel.de/wcms/c3/0c/c30c4d3385f6d978a05da32cc453ad9e/0131768037v2.jpeg "Führen genau in rauen, korrosiven Umgebungen: Bohrbuchsen ohne und mit Bund aus Edelstahl von der Normteilewerk Robert Blohm GmbH. (Bild: Blohm)")
:quality(80)/p7i.vogel.de/wcms/17/c1/17c1641b07ed8af9ccbdfcb1cfa39283/0131768021v2.jpeg "Die «PolymApp» ergänzt das klassische Tabellenbuch durch eine zeitgemässe, mobile Lösung. (Bild: PolymApp)")
:quality(80)/p7i.vogel.de/wcms/7f/b8/7fb8fa5c04543435f378e1e68e084ac1/0131788325v2.jpeg "Prof. Dr. Guido McCombie, neuer Direktionspräsident der Fachhochschule Nordwestschweiz FHNW. (Bild: FHNW)")
:quality(80)/p7i.vogel.de/wcms/72/af/72afb397e05df8358ad4033b656fca15/0131787131v2.jpeg "Maurice Zemp hat ein auf «Reinforcement Learning» basierendes System für autonomes Drohnenracing für Nanocopter entwickelt und damit den dritten Platz an der ISEF belegt. (Bild: Stiftung Schweizer Jugend Forscht)")
:quality(80)/p7i.vogel.de/wcms/45/59/45597690af6a924cbe7615645147ea0a/0131609956v2.jpeg "Die neue Infrastruktur erlaubt die Verarbeitung äusserst feuchtigkeitsempfindlicher Materialien wie Lithium-Metall, die für künftige Batterien mit höherer Energiedichte, verbesserter Sicherheit und geringeren Kosten unerlässlich sind. Im Bild: Schnitttest an Lithium-Metall-Batterien. (Bild: CSEM)")
:quality(80)/p7i.vogel.de/wcms/1e/1e/1e1e8e290aba11a2b23d0ec504919396/0131242862v2.jpeg "Humanoide Roboter stehen im Mittelpunkt des «TUM RoboGym (powered by Neura)». (Bild: Neura Robotics)")
EPHJ 2014 Messtechnik: Uhrenindustrie tickt anders
In der Uhrenindustrie ist die Messtechnik ein besonders anspruchsvolles Segment. Nicht nur, weil hier die Baugrössen winzig sind, sondern noch dazu die Toleranzen im Hochpräzisionsbereich liegen. Letztlich heisst es: Zeit ist Geld, dies gilt nicht nur in der Uhrenindustrie, sondern auch in der Qualitätskontrolle. Hier gilt es, immer wieder neue, wirtschaftlichere Messmethoden zu entwickeln.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/96300/96347/65.jpg "Logo.jpg ()")
Die Uhrenindustrie hatte bis Mitte des letzten Jahrhunderts unzählige eigene Fabrik-Normen und Fabrik–Kaliber. 1958 wurden ein eigener Normenausschuss sowie das NIHS-Normalisierungsbüro gegründet. Das Ziel war die Ausarbeitung von Qualitätsnormen, insbesondere für die Merkmale von wasserdichten, antimagnetischen und stosssicheren Uhren.
Die Normen wurden und werden laufend den neuen Anforderungen angepasst. Das heutige Ziel ist, dass die Herstellung gewissen Normen unterliegen soll, um die Anzahl Typen von gleichen Artikeln herabzusetzen, den Herstellpreis zu vermindern und die Produkte zu vereinheitlichen. Auf internationaler Ebene wird die Normierung in der Uhrenindustrie durch ein technisches Komitee (ISO/TC 114-Uhren) geleitet, es ist der Internationalen Organisation für Normierung (ISO) angeschlossen.
Der Unterschied zu den Standardindustrienormen
Der Unterschied zu den Standardindustrienormen besteht im Wesentlichen in der Anpassung an die uhrenspezifischen Bedürfnisse wie z. B. das Vocabulaire (historisch französische Namen), d. h. die technischen und kommerziellen Begriffe (NIHS 02-04 / ISO 6426-2) und das ISO-System für Toleranzen und Passungen (NIHS 04-01 / ISO 286). Bei der Anwendung des ISO-Systems für Toleranzen und Passungen werden die Masswerte in Millimeter (mm) und die Toleranzen in Mikrometer (µm) angegeben.
Die Grundtoleranz wird mit IT 4 bis IT 14 bezeichnet, wobei z. B. IT 4 alle Dimensionen kleiner oder gleich 3 mm abdeckt und eine Qualität von 3 µm aufweist.
Besonderheit: sehr kleine Dimensionen
Eine Besonderheit der Uhrenindustrie sind die kleinen Teile bzw. deren sehr kleine Dimensionen. Dies bedingt auch eine den Dimensionen und dem Handling der Teile angepasste Messtechnik. Nebst den üblichen Handmessmitteln wie Schiebelehren, Bügelmessschrauben und Messuhren werden speziell angepasste Messvorrichtungen eingesetzt.
Reproduzierbarkeit in Bruchteilen von µm
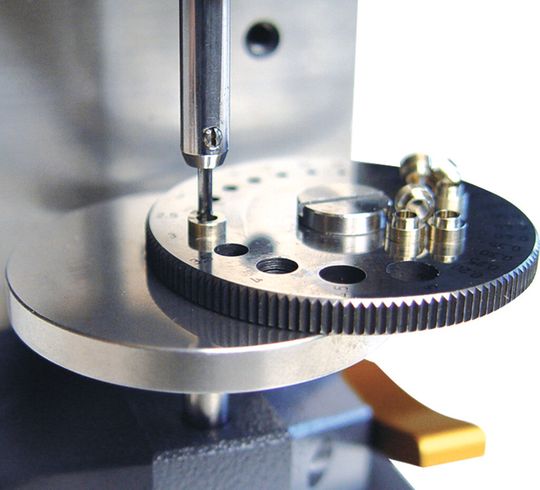
Eines der Hauptprobleme, um die verschiedenen Merkmale an Kleinteilen zu messen, ist deren Positionierung. Horizontale oder vertikale Messbänke bieten dazu die beste Lösung. Die Teile können auf höhenverstellbaren, zum Teil schwimmenden Tischen in die richtige Messposition gebracht werden.
Verschiedene messerförmige, zylindrische oder merkmalangepasste Tastelemente erlauben Innen- sowie Aussenkonturmessungen. Durchmesser können im 2- oder 3-Punkt-Verfahren bestimmt werden. Eine Reproduzierbarkeit in Bruchteilen von µm ist durchaus erreichbar. Einer der namhaftesten Hersteller ist die Fa. Sylvac aus dem Berner Jura.
Messen von Kleinstbohrungen
Eine weitere besondere Herausforderung ist das Messen von Kleinstbohrungen und Feingewinden. Innenmasse können nur beschränkt auf Mass gemessen werden. Vielfach ist nur ein Vergleich mit Lehren und Prüfstiften möglich.
Spezialisierte Schweizer Firmen wie Cary, Azurea, Titec, Spheridur, Martin & Tschopp usw. stellen ein grosses Spektrum an Prüfstiften, Grenzlehren, Gewindelehren und Gewindegrenzlehren her. Spezielle Ausführungsformen wie z. B. bombiert oder gefedert, metrisch- oder NIHS-genormt. Lehrdorne ab Durchmesser 0,05 mm oder NIHS-Gewindelehrdorne ab 0,35 mm werden durch diese Firmen vorwiegend für die Uhrenindustrie gefertigt.
Optische Messsysteme
Geht es um die Messung der Positionen von Bohrungen, Gewinden und Aussparungen an Uhrenplatinen oder um Zahnradvermessungen, werden optische Messsysteme eingesetzt. Was früher mit Profilprojektoren und Messmikroskopen vermessen wurde, wird heute vielfach mittels Vision-Messsystemen kontrolliert. Der grosse Vorteil der Vision-Systeme ist, dass die benutzerspezifischen Einflüsse minimiert und der Messvorgang automatisiert werden kann.
Messgenauigkeit liegt im µm-Bereich
Die Messgenauigkeit moderner CNC-Vision-Systeme liegt im µm-Bereich. Seit Kurzem werden auf dem Markt leistungsfähige, hochauflösende Vision-Systeme für eine Komplettmessung im Sichtfeld angeboten; d. h. Kleinteile werden lageunabhängig und ohne Verschiebung der X- und Y-Achsen in ihrer ganzen Dimension als Bild wahrgenommen und innert Sekunden vermessen.
Das Preis-Leistungs-Verhältnis wird von Tag zu Tag besser, so hat z. B. die Firma Vision Engineering ein Vision-Messmikroskop für die Sichtfeldvermessung von Teilen mit Abmessungen bis zu 57 x 43 mm und einer Wiederholgenauigkeit von 3 µm für weniger als CHF 20 000.– auf den Markt gebracht.
In-Prozess- oder prozessnahe Messung
Ein weiterer Trend in der uhrenspezifischen Messtechnik ist die In-Prozess- oder prozessnahe Messung. In Bearbeitungsautomaten werden Messstationen eingefügt. Die ermittelten Messwerte dienen der Ausscheidung oder der direkten Korrektur der Bearbeitungsprozesse.
Zeit ist Geld steht jedoch auch für wachsende Umsätze und Investitionen. Die Umsätze mit Schweizer Uhren im Ausland haben im vergangenen Jahr einen neuen Höchststand erreicht. Laut Angaben des Verbands der Schweizerischen Uhrenindustrie (FH) betrugen 2013 die Exporte der Branche CHF 21,8 Milliarden, gegenüber 2012 ein Plus von 1,9 %. Ja, Zeit ist Geld!
Die Brütsch/Rüegger Werkzeuge AG hat eine grosse Auswahl an Messbank-Modellen in verschiedenen Ausführungsformen, tausende unterschiedlicher Kaliber, zahlreiche Vision-Systeme sowie umfangreiches Zubehör in ihrem Standardangebot speziell für die Uhrenindustrie. <<
(ID:42707857)
:quality(80)/p7i.vogel.de/wcms/4f/c9/4fc9e2dd3328030a1a72e3a23921c57f/0129205072v2.jpeg "Kürzere Durchlaufzeiten: Halbzeuge gelangen aus den Lagern direkt zu zwei automatisierten Sägen zum Ablängen. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/17/46/17464ceacdc76397f11ead1e4a40ab22/0131266811v2.jpeg "Raphaël Müller, Leiter Industrial Solutions Senior Consultant, Mitglied des Kaders der Brütsch/Rüegger Werkzeuge AG: «Nur so kann man in Echtzeit verstehen, was in der Produktion passiert und schnell reagieren.» (Bild: Brütsch/Rüegger)")