
:quality(80)/p7i.vogel.de/wcms/38/b3/38b304467e9a10fde8a7f6ddd445bdb2/0131840362v2.jpeg "Der offizielle Besuch von Bundespräsident Guy Parmelin war von zahlreichen Gesprächen an verschiedenen Ständen geprägt. (Bild: EPHJ)")
:quality(80)/p7i.vogel.de/wcms/1f/70/1f7097ae161f0dbd768594b97a204874/0131838636v2.jpeg "Fast 150 Teilnehmer nahmen an der ECTA-Konferenz 2026 in Graz teil. Sie diskutierten die zukünftige Versorgung von Wolfram-Rohstoffen, die für die Werkzeugherstellung essenziell sind. (Bild: Matthias Böhm)")
:quality(80)/p7i.vogel.de/wcms/12/fa/12fa99b6dd4ee694f1187f5ee5bdf6ed/0131767802v2.jpeg "(Bild: KUKA Group)")
:quality(80)/p7i.vogel.de/wcms/9b/44/9b4408d1d5542e0ff268a7380a904255/0131767938v2.jpeg "Boehlerit bietet für das Drehschälen komplette Werkzeugsysteme bestehend aus Schälkopf, Halter und Kassetten an. (Bild: Boehlerit)")
:quality(80)/p7i.vogel.de/wcms/04/4f/044fda7cb2355452df08eb46f6bd7c24/0131762740v2.jpeg "Mit aktuellen Funktionen in der 3D-CAD/CAM-Software von Lantek lässt sich das Schneiden komplexer 3D-Fasen einfach und komfortabel programmieren. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/12/03/12036673688ffb15749f32a8b08848d7/0131693942v2.jpeg "Automatisiert schleifen und polieren: Dank einfacher und intuitiver Programmierung und Bedienung gelingt das mit der Automationszelle von ABB nun auch bei kleinen und mittelständischen Fertigungsbetrieben. (Bild: ABB)")
:quality(80)/p7i.vogel.de/wcms/17/46/17464ceacdc76397f11ead1e4a40ab22/0131266811v2.jpeg "Raphaël Müller, Leiter Industrial Solutions Senior Consultant, Mitglied des Kaders der Brütsch/Rüegger Werkzeuge AG: «Nur so kann man in Echtzeit verstehen, was in der Produktion passiert und schnell reagieren.» (Bild: Brütsch/Rüegger)")
:quality(80)/p7i.vogel.de/wcms/74/75/7475a2d17c659b6f1c6f081b17d2e312/0130218744v2.jpeg "(Bild: Oppenheim & Partner GmbH)")
:quality(80)/p7i.vogel.de/wcms/91/fe/91fea6ee46f7698edd2ceffca0638c33/0129520242v2.jpeg "Matthias Wilhelm, Country Manager DACH bei Visual Components: «Wer Prozesse durchgängig abbildet, KI gezielt einsetzt und Abläufe vorab virtuell prüft, reduziert Fehler, verkürzt Inbetriebnahmezeiten und schafft Produktionslinien, die schneller, flexibler und belastbarer laufen. Genau das ist die Zukunft der Produktion.» (Bild: Visual Components)")
:quality(80)/p7i.vogel.de/wcms/f6/2e/f62efbd65d3e8519552f698caa0a3653/0129514067v2.jpeg "Der «Digital Twin Composer» von Siemens erstellt industrielle Metaverse-Umgebungen in grossem Massstab und ermöglicht es Unternehmen, industrielle KI, Simulationen und physikalische Echtzeitdaten zu nutzen, um Entscheidungen virtuell, schnell und in jeder Grösse zu treffen. (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/36/bf/36bfa889b21e078c88c11ad34e96a789/0131694448v2.jpeg "Bei Spitzenlos- und Rundschleifmaschinen erweist sich die von Keba verwirklichte Mensch-Maschine-Interaktion basierend auf einer offenen und flexibel einrichtbaren Software und einem grossen, individuell anpassbaren Touchscreen als besonders funktional. (Bild: Keba)")
:quality(80)/p7i.vogel.de/wcms/b1/ec/b1ec6760bde4ec41d82e34b4d8a0ab0b/0131768308v2.jpeg "Hygienisch zu reinigen: Bügelgriffe aus Edelstahl mit Dichtring aus POM haben minimierte Toträume, liegen glatt an und ermöglichen ein zuverlässiges Umspülen mit Reinigungsmitteln. (Bild: Kipp)")
:quality(80)/p7i.vogel.de/wcms/c3/0c/c30c4d3385f6d978a05da32cc453ad9e/0131768037v2.jpeg "Führen genau in rauen, korrosiven Umgebungen: Bohrbuchsen ohne und mit Bund aus Edelstahl von der Normteilewerk Robert Blohm GmbH. (Bild: Blohm)")
:quality(80)/p7i.vogel.de/wcms/17/c1/17c1641b07ed8af9ccbdfcb1cfa39283/0131768021v2.jpeg "Die «PolymApp» ergänzt das klassische Tabellenbuch durch eine zeitgemässe, mobile Lösung. (Bild: PolymApp)")
:quality(80)/p7i.vogel.de/wcms/7f/b8/7fb8fa5c04543435f378e1e68e084ac1/0131788325v2.jpeg "Prof. Dr. Guido McCombie, neuer Direktionspräsident der Fachhochschule Nordwestschweiz FHNW. (Bild: FHNW)")
:quality(80)/p7i.vogel.de/wcms/72/af/72afb397e05df8358ad4033b656fca15/0131787131v2.jpeg "Maurice Zemp hat ein auf «Reinforcement Learning» basierendes System für autonomes Drohnenracing für Nanocopter entwickelt und damit den dritten Platz an der ISEF belegt. (Bild: Stiftung Schweizer Jugend Forscht)")
:quality(80)/p7i.vogel.de/wcms/45/59/45597690af6a924cbe7615645147ea0a/0131609956v2.jpeg "Die neue Infrastruktur erlaubt die Verarbeitung äusserst feuchtigkeitsempfindlicher Materialien wie Lithium-Metall, die für künftige Batterien mit höherer Energiedichte, verbesserter Sicherheit und geringeren Kosten unerlässlich sind. Im Bild: Schnitttest an Lithium-Metall-Batterien. (Bild: CSEM)")
:quality(80)/p7i.vogel.de/wcms/1e/1e/1e1e8e290aba11a2b23d0ec504919396/0131242862v2.jpeg "Humanoide Roboter stehen im Mittelpunkt des «TUM RoboGym (powered by Neura)». (Bild: Neura Robotics)")
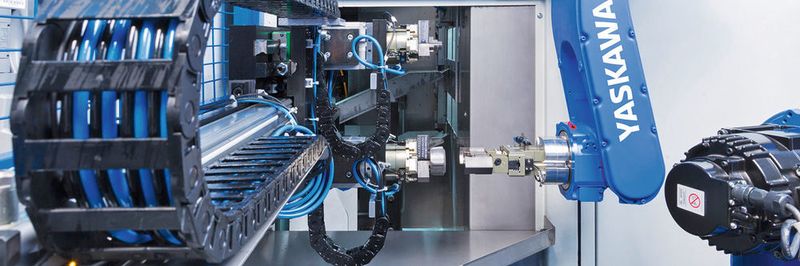
Motoman-Handling-Roboter von Yaskawa bestücken zwei Drehbearbeitungsmaschinen Punktgenaues Handling
Die HK-CON Maschinenbau GmbH plant und baut seit über 15 Jahren Hightech-Zerspanungsmaschinen. Für die Georg Fischer Fittings GmbH realisierte das Unternehmen nun eine komplette Anlage, welche drei Vorgängeranlagen ersetzt. Die Bestückung übernehmen dabei vier Handling-Roboter von Yaskawa.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/101400/101472/65.jpg "LOGO.jpg ()")
Über 60 Mitarbeiter konstruieren und bauen bei der HK-CON Maschinenbau GmbH in Fulda auf knapp 4000 m2 Drehbearbeitungszentren. Dabei reicht das Spektrum von Einspindel- bis hin zu Doppelspindel-Dreh- und Fräszentren. Sie lassen sich unter anderem nutzen, um zu drehen, zu schleifen oder zu fräsen. Zu 99 Prozent wünschen die Kunden Komplettanlagen, die in ihre Prozesse eingebunden werden. Daneben bietet das Fuldaer Hightech-Unternehmen auch professionelle Dienstleistungen im Bereich Konstruktion und Wartung von Maschinen. Nicht zuletzt nutzen Kunden aus der Automotive-Branche die Lösungen von HK-CON, denn wie David Reinmold, Leiter Verkauf, versichert: «Mit unseren Lösungen können wir speziell in der Grossfertigung die Stückkosten um oftmals über 50 Prozent senken und so die Produktionskosten drastisch senken.» Das hat auch eine volkswirtschaftliche Komponente: Die geringeren Stückkosten machen es wieder rentabel, in Mitteleuropa zu produzieren.
Für die Georg Fischer Fittings GmbH mit Sitz im österreichischen Traisen hat HK-CON nun eine vollständige Zerspanungsanlage zur Bearbeitung von Tempergussfittings geplant und hergestellt. Die Herausforderungen bei dem Projekt: Mit der Anlage sollten insgesamt 35 verschiedene Endprodukte hergestellt werden können – und das bei sehr geringen Taktzeiten von fünf Sekunden pro Stück beim Teil mit der geringsten Taktzeit. Ausserdem kommt es bei der Bestückung der Zerspanungsmaschine darauf an, dass nur absolut fehlerfreie Teile in die Maschine gelangen – und dafür sorgen vier Motoman-Roboter von Yaskawa: zwei MH12 und zwei MH5, die mit der Hochleistungssteuerung DX200 arbeiten. Unterstützt werden sie dabei von einem Kamerasystem mit insgesamt 6 Kameras. Bei der Software der Steuerungen handelt es sich um die MotoPlus SDK; sie stellt als Schnittstelle die Kommunikation zu den Kameras her und regelt die Zusammenarbeit mit ihnen.
35 mögliche Endprodukte
Vereinfacht dargestellt, ist die Anlage so aufgebaut: Es gibt zwei Drehbearbeitungszentren, die sich gegenüberliegen. Ihnen vorgeschalten, befinden sich je zwei Motoman-Roboter. Die Roboter sind über Kreuz angeordnet: Links unten und rechts oben befinden sich die gleichen Modelle – und umgekehrt. Diese Anordnung erwies sich als sinnvoll, um die notwendige Reichweite beim Beladen zu erreichen. Denn die Maschinen konnten aus Arbeitssicherheitsgründen nicht näher zusammengeschoben werden.
Die Anlage verfügt über einen Bunker für Schüttgut und einen Zuführtisch für Sonderteile, die über Paletten drehlagenorientiert zugeführt werden. Entweder kann die Anlage beidseitig via Massenzuführung bedient werden oder einseitig mit Sonderteilen. Die Teile werden immer sortenrein angeliefert. Insgesamt produziert die Georg Fischer GmbH mit dieser Anlage neun verschiedene Bauteiltypen an Gussfittings. Durch unterschiedliche Grössen ergeben sich insgesamt 35 verschiedene Endprodukte. Bislang waren für deren Herstellung drei eigene Anlagen nötig. An der neuen Anlage von HK-CON kommt es darüber hinaus nur zu Umrüstzeiten, wenn ein anderes Bauteil bearbeitet werden soll. Unterschiedliche Grössen können grösstenteils ohne weitere Umstellung eingelegt werden.
Roboter und Kameras arbeiten zusammen
An jeder Seite befinden sich im Bereich der Roboter drei Kameras. Die ersten von ihnen «sagen» den Motoman-Robotern, wo und wie die Teile ankommen und ob es sich um die gewünschten Bauteile handelt. An dieser Stelle könnten nicht gewünschte Gegenstände bereits aussortiert werden. Wenn es sich um einen gewünschten Bautypen handelt, überprüft die Kamera auf grobe Mängel und übermittelt dem Roboter die exakte Drehlage und Position. Damit hat der Roboter alle Informationen, um es aufzugreifen. Hat er dies getan, tastet er das Teil auf Gussfehler ab und entsorgt es im Zweifelsfall. Ist das Teil fehlerfrei, fährt der Handling-Roboter zur nächsten Kamera und dreht es drei bis vier Mal, so dass die Kamera alle sechs bis acht Seiten prüfen kann. An dieser Stelle prüft die Kamera, ob sich am Bauteil Angussreste befinden. Auch hier könnte der Roboter erneut aussortieren. Zudem erkennt die Kamera, wie die Teile liegen, sodass der Roboter diese entweder in eine darauffolgende Wendestation oder direkt auf ein Band zum nächsten Roboter legt.
(ID:44693101)
:quality(80)/p7i.vogel.de/wcms/f0/01/f001619f281c25aaabeea04c3f927ed9/0127712760v2.jpeg "Haben die neue Technologie zur Serienreife gebracht (v. l. n. r.): Daniel Pilz (Project Leader, NSH Technolgy) mit dem Musterbauteil von Mapal, André Ranke (Gebietsverkaufsleiter, Mapal) mit einem Feinbohrwerkzeug und Thomas Lötzsch (Sales Manager, NSH Technolgy) mit einem Kundenbauteil. (Bild: NSH Group)")
:quality(80)/p7i.vogel.de/wcms/4f/0a/4f0a8752b96cebf167125ac786bf3ec9/0129803834v2.jpeg "Nebenzeiten minimiert: Be- und Entladen werden Bleche über einen automatisierten Wechseltisch. (Bild: Microstep)")