
:quality(80)/p7i.vogel.de/wcms/7c/d7/7cd77b86466ea73a47798ab010d631c8/0132591671v2.jpeg "Der Messeauftritt soll deutlich machen: Wer in der Schweiz auf Rockwell Automation setzt, findet in Routeco einen Partner, der Technologie nicht nur bereitstellt, sondern in funktionierende, wirtschaftliche Lösungen überführt. (Bild: Routeco)")
:quality(80)/p7i.vogel.de/wcms/ab/46/ab465707bdf24319ce1d6c2542331693/0132543139v1.jpeg "(Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/17/be/17be82e84c46f2efe3aaf68e1fcdfabd/0132542645v1.jpeg "Auch im Textilbereich gilt: Je länger Produkte genutzt werden, desto geringer sind Ressourcenverbrauch und Abfallaufkommen. (Bild: VTT Studio / iStock / Getty Images Plus)")
:quality(80)/p7i.vogel.de/wcms/74/30/7430129a2a2c0e919b2e510fe5b92c1c/0132561166v2.jpeg "Olivia Bossart, Innovationsleiterin der Blaser Swisslube AG: «Wir haben die Freiheit, neue Ansätze zu erforschen, und wir nutzen sie auch. Das zeigt aus meiner Sicht, dass bei Blaser eine moderne Unternehmenskultur gelebt wird, die Innovation aktiv ermöglicht.» (Bild: Matthias Böhm)")
:quality(80)/p7i.vogel.de/wcms/b6/0c/b60cb5bb18b0dab7d9baf2b01a2a6100/0132474567v2.jpeg "Meorga ist die Fachmesse für MSR-Technik «vor der Haustüre». (Bild: Meorga GmbH)")
:quality(80)/p7i.vogel.de/wcms/75/75/75755ed8b0d048e6f2df10d97f718b46/0132238819v2.jpeg "Vom 22. bis 24. April 2026 fand in Aachen der AKL’26 – International Laser Technology Congress statt. Dort informierten mehr als 90 Vortragende die 544 Fachleute über den aktuellen Stand der industriellen Lasertechnik. (Bild: Fraunhofer ILT, Aachen / Andreas Steindl.)")
:quality(80)/p7i.vogel.de/wcms/53/69/53699ef14345f8d802ee0d5d5887b496/0132048847v2.jpeg "Fliegender Wechsel für minimierte Rüstzeiten: Auch bei laufenden Sägearbeiten können Bediener unterschiedliche Funktionen und Bedienfelder zu weiteren Sägeaufträgen aufrufen und Daten eingeben. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/d3/c6/d3c6ff406aaf5ad2038f255e3099b30b/0132048435v2.jpeg "Spritzgiessfertigung wird es in Zukunft ohne abgestimmte KI-Strategie nicht mehr geben. Wer heute Neuinvestitionen plant, kommt nicht umhin, die Integrationsoffenheit der Steuerung mit derselben Priorität zu bewerten wie Schliesskraft und Zykluszeit. (Bild:Sasint - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/a5/dc/a5dc8a72e6382359480457dd5ea9f6d6/0132048417v2.jpeg "Stets aktuell: Über die aktuellen Softwaremodule von Lantek können Blechverarbeiter ihre Produktion auch online unabhängig von Aufentaltsorten überwachen und planen. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/c6/f2/c6f2b521ffa60096e11d1873891c933e/0132048123v2.jpeg "Informationen, die in Bilder der realen Bauteile eingeblendet werden – beispielsweise 2D-CAD-Daten –, tragen dazu bei, qualitätsbestimmende Merkmale schnell und zuverlässig zu erkennen. (Bild: Visometry)")
:quality(80)/p7i.vogel.de/wcms/ac/f1/acf12aa893128ac99f5e614f3b54bc71/0132542256v2.jpeg "(Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/d8/b0/d8b0289d9bee73ec35c226a7972f5bbf/0132535837v2.jpeg "Der neu gewählte Vorstand von GOP (v. l. n. r.): Rolf Freiburghaus, Michelle Schenker, Andreas Bachmann, Julia Lacher, Holger Hanau und Marco Carrano. Nicht abgebildet: Willi Graf. (Bild: Gesellschaft für Fluidtechnik (GOP))")
:quality(80)/p7i.vogel.de/wcms/95/e0/95e06ebb99c296e6333f9837fa1bba8f/0132367577v2.jpeg "Damit der Sommerurlaub pünktlich beginnt: In der automatisierten Fluggastbrücke von «REEL» sorgen Energieketten und Leitungen von Igus für eine hohe Ausfallsicherheit im Flughafenbetrieb. (Bild: Igus SE & Co. KG)")
:quality(80)/p7i.vogel.de/wcms/8f/d3/8fd3ed6832ff422cae482706ba24dd57/0132541011v2.jpeg "Das Konsortialteam des Forschungsprojektes «SKIPRO». (Bild: WZL)")
:quality(80)/p7i.vogel.de/wcms/ae/9a/ae9ae612dc61a247e364784422fb3940/0132364675v2.jpeg "Forschende von «MaterialsCommons» beim Kick-Off-Meeting am 17. Juli 2026 in Karlsruhe. (Bild: Fraunhofer IWM)")
:quality(80)/p7i.vogel.de/wcms/d6/23/d623e0b328bb12863d49fb985323549b/0132296015v2.jpeg "Joël Mesot und Reinhold R. Geilsdörfer, Vorsitzender der Geschäftsführung der Dieter Schwarz Stiftung, drücken gemeinsam den Startknopf zur Eröffnung. (Bild: imagis / ETH Zürich)")
:quality(80)/p7i.vogel.de/wcms/e0/3e/e03eb00ea656dfdd51ff96ec1d989ae7/0132292913v2.jpeg "Das FHNW Rover-Team qualifiziert sich für die European Rover Challenge 2026. (Bild: FHNW )")
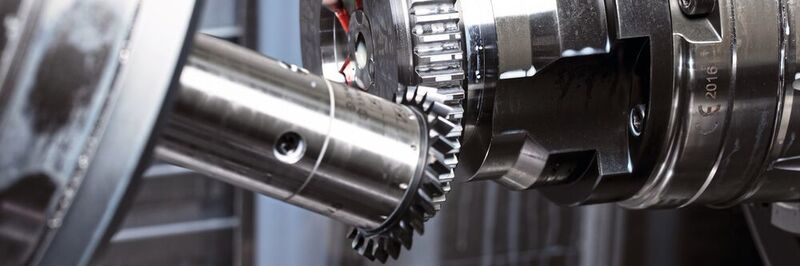
Horn: Werkzeuge zum Wälzschälen Verzahnungen hochgenau und effizient fertigen
Der Luft- und Raumfahrtspezialist Collins aus Figeac in Frankreich bearbeitet Zahnräder mit dem Verfahren Wälzschälen. Zusammen mit Spezialisten des Werkzeugherstellers Horn haben die Franzosen die Technologie zum Fertigen unterschiedlicher Zahngeometrien optimiert.
Anbieter zum Thema
:fill(fff,0)/p7i.vogel.de/companies/5e/60/5e60d37e6177a/phorn-socialmedia-rgb-quadrat-2018-07-11.png "phorn_socialmedia_RGB_quadrat_2018-07-11.png (Hartmetall-Werkzeugfabrik Paul Horn GmbH)")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/48000/48092/65.jpg "download_Blaser_Logo_big.jpg ()")
:fill(fff,0)/p7i.vogel.de/companies/63/57/6357923865c1f/wm-kurzlogo--invers-rgb-300dpi.jpeg "wm-kurzlogo--invers-rgb-300dpi (Walter Meier (Fertigungslösungen) AG)")
Vor über einem Jahrhundert meldete Wilhelm von Pittler ein Patent für das Wälzschälen von Verzahnungen, das sogenannte Power-Skiving-Verfahren, an. Im Jahr 1910 war dies eine revolutionäre Idee. Technisch sinnvoll nutzen lässt sich das Verfahren allerdings erst, seit Bearbeitungszentren mit Steuerungen und Antrieben ausgestattet sind, die Spindeldrehzahlen exakt synchronisieren. Zudem benötigt man ausgereifte Software zur Prozessoptimierung.
:quality(80):fill(efefef,0)/p7i.vogel.de/wcms/60/d3/60d31c6c90bb9/anca-wp-titelbild.png "ANCA WP Titelbild")
Bearbeitungsprozess vollständig erfassen
Verfahrensentwickler Pascal Moulènes, Spezialist für Verzahnungsthemen bei Collins in Figeac, berichtet über seine ersten Kontakte zum Wälzschälverfahren: «Im Jahr 2015 konnten wir bei einem Werkzeugmaschinenhersteller dieses Verfahren bei der Massenproduktion von Werkzeugmaschinenkomponenten im Einsatz sehen.» Damit war das Interesse der Verantwortlichen geweckt. Das hat die Auswahl neuer Bearbeitungsverfahren wesentlich beeinflusst. Nach Investitionen in moderne Bearbeitungszentren, die die Technologie beherrschen, suchten die Verantwortlichen um Pascal Moulènes nach einem Lieferanten für Wälzschälwerkzeuge. «Auf der EMO 2017 in Hannover haben wir den Prozess auf dem Stand von Horn in Aktion gesehen, und da wir uns auf der Suche nach einem Lieferanten für Hartmetall-Wälzschälwerkzeuge befanden, waren wir sehr interessiert», erzählt Pascal Moulènes. Die technische Unterstützung für die Umsetzung des Projekts bekamen sie von Emmanuel Gervais. Der Techniker ist bei Horn der erste Ansprechpartner, wenn es um die Zerspanung sensibler Aerospace-Bauteile geht. Seine Expertise und seine Erfahrungen fliessen auch in die Entwicklung neuer Werkzeugkonzepte ein.
Zahnradfertigung optimieren
Bisher hatte der Luftfahrtspezialist in Frankreich die Zahnräder mit konventionellen Schneidwerkzeugen hergestellt. «Wir waren gerade dabei, die Fertigung unserer Teilefamilien im Bereich Verzahnung neu zu organisieren», erklärt Pascal Moulènes und fährt fort: «Das Wälzschälverfahren war neu für Collins, und wir mussten es erst im Detail kennenlernen. Aufgrund unseres Auftragsvolumens konnten wir aber keine langen Testläufe durchführen.» Der Zerspanungsspezialist Emmanuel Gervais schlug daher vor, die Tests im Testzentrum des Werkzeugherstellers in Tübingen durchzuführen. «Die optimalen Bearbeitungsparameter für den eher schwer zu bearbeitenden Werkstoff 16NCD13 (Werkstoff-Nr. 1.6657) wurden nach mehreren Testreihen in Tübingen entwickelt. Die Ergebnisse waren für alle Testreihen reproduzierbar, bei gleichbleibend hoher Qualität», erklärt er. Die Versuchsteile sendete Horn zurück ins Collins-Werk, damit dort die Eigenschaften geprüft werden konnten. Die Zahnprofile dürfen maximal um 0,03 mm abweichen. Die beim Werkzeughersteller als Test gefertigten Zahnprofile wichen durchschnittlich um nur 0,015 mm ab. Das beurteilt Maschinenbediener Joel Bousquet so: «Horn war es gelungen, die Wälzschälwerkzeuge mit einem System zur Rundlaufkorrektur auszustatten. Natürlich war die entsprechende Qualität der Teile unser primäres Ziel, aber eine hohe Standzeit der Werkzeuge war uns ebenfalls wichtig.»
Werkzeuge effizient und produktiv
Das Wälzschälen beim Luftfahrthersteller in Frankreich zu etablieren verlief problemlos. «Die ersten Tests waren sofort erfolgreich. Wir konnten die in Tübingen für das Verfahren ermittelten Schnittdaten praktisch unverändert übernehmen», erklärt Emmanuel Gervais. Die Bearbeitungszeit konnte um mehr als die Hälfte der ursprünglichen Zeit reduziert werden. Das Wälzschälen umfasst 14 Schrupp-, 2 Vorschlicht- und 2 weitere Schlichtprozesse. Der Härteverzug für die folgende Wärmebehandlung ist nicht im Schneidenprofil des Werkzeugs vorgehalten. Nach dem Härten müssen die Zahngeometrien geschliffen werden. «Inzwischen fertigen wir mit einem Werkzeug fünf unterschiedliche Zahnräder mit gleichem Modul. Insgesamt haben wir bereits mehr als 300 Bauteile produziert», berichtet Pascal Moulènes. Die Technologie Wälzschälen vermindert die Anzahl an Rüstvorgängen. Der optimierte Fertigungsprozess erübrigt die Liegezeiten zwischen einzelnen Bearbeitungen. Damit verkürzt er die Durchlaufzeiten.
Umfassendes Werkzeugsystem
Der Tübinger Werkzeughersteller stellt inzwischen Wälzschälwerkzeuge zum produktiven Herstellen von Innen- und Steckverzahnungen sowie weiteren Innenprofilen für Moduln 0,25 bis 30 zur Verfügung. Zudem gibt es Wälzschälwerkzeuge zum Fertigen von Aussenverzahnungen, die an Störkonturen angrenzen. Die wichtigsten Vorteile des Wälzschälens bei diesen Anwendungen sind die deutlich kürzeren Prozesszeiten im Vergleich zum Verzahnungsstossen, der Einsatz auf optimierten Dreh-Fräszentren, das Drehen und Verzahnen in einer Aufspannung und der Verzicht auf Freistiche am Verzahnungsende. Die Wälzschälwerkzeuge sind zum Verzahnen mittlerer bis grosser Serien konzipiert. Jedes Werkzeug wird individuell auf den Prozess und den zu bearbeitenden Werkstoff abgestimmt. – kmu – SMM
(ID:47550149)
:quality(80)/p7i.vogel.de/wcms/3a/a4/3aa4e2d7ba378ce9addf4ce78ada1af7/0126915462v2.jpeg "Die neue «Gleason 100HCD» kombiniert Wälzfräsen und Anfasen in einer Maschine mit «Sinumerik One»-Steuerung. (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/f1/b8/f1b86e91f18978868e4c1063f198e975/0130773862v2.jpeg "Die Wälzschälräder von LMT Fette setzen, so der Hersteller, Massstäbe hinsichtlich Bearbeitungszeit, Fertigungskosten, Bauteilqualität, Werkzeugstandzeit und Prozesssicherheit. (Bild: LMT)")