
:quality(80)/p7i.vogel.de/wcms/7a/81/7a81d6e4f934194604a7ee8e5d30e32e/0132477021v2.jpeg "Nach reiflicher Überlegung hat sich Stefan Deak (re.) entschieden, die Nachfolge für sein Unternehmen zu regeln und die Reimmann AG in die Hände von Renato Wenzin als Geschäftsleiter (li.) und Adrian Bangerter als Eigentümer (Mitte) zu übergeben. (Bild: Reimmann AG)")
:quality(80)/p7i.vogel.de/wcms/97/fe/97fe1295dbf58f55e6d20c84e2d6d44f/0132477299v2.jpeg "Quer durch die Werkshalle veranschaulichten 13 Technologiestationen das essenzielle Zusammenspiel von Digitalisierung, Automatisierung und der eigentlichen Bearbeitung in der Luft- und Raumfahrt. (Bild: Hannes Thalmann)")
:quality(80)/p7i.vogel.de/wcms/a7/78/a778e02ffed66844d3719ee41b685670/0132477049v2.jpeg "Nettoumsatz der drei Divisionen der Mikron Holding AG in Mio. CHF im ersten Halbjahr 2026 im Vergleich zum ersten Halbjahr 2025. (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/75/75/75755ed8b0d048e6f2df10d97f718b46/0132238819v2.jpeg "Vom 22. bis 24. April 2026 fand in Aachen der AKL’26 – International Laser Technology Congress statt. Dort informierten mehr als 90 Vortragende die 544 Fachleute über den aktuellen Stand der industriellen Lasertechnik. (Bild: Fraunhofer ILT, Aachen / Andreas Steindl.)")
:quality(80)/p7i.vogel.de/wcms/bd/84/bd844ad4f2e032319c31dbacc3aa483d/0132102952v2.jpeg "Die neue Generation «Evoline» Axial-Rollköpfe wurde speziell für die automatisierte Fertigung von grossen Gewinden in hochfesten Materialien entwickelt. (Bild: LMT)")
:quality(80)/p7i.vogel.de/wcms/8a/33/8a33ffed66311a1422a69c2e75c76450/0132102940v2.jpeg "Maschinenbediener Lukas Dömötör ist rundum zufrieden mit der «Forte 85 Single 1620». Selbst in der Schwerzerspanung liefert die Maschine eine tadellose Massstabilität – und ermöglicht so spürbare Produktivitätssteigerungen. (Bild: Christoph Schwarz, Gewo Feinmechanik GmbH & Co. KG)")
:quality(80)/p7i.vogel.de/wcms/53/69/53699ef14345f8d802ee0d5d5887b496/0132048847v2.jpeg "Fliegender Wechsel für minimierte Rüstzeiten: Auch bei laufenden Sägearbeiten können Bediener unterschiedliche Funktionen und Bedienfelder zu weiteren Sägeaufträgen aufrufen und Daten eingeben. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/d3/c6/d3c6ff406aaf5ad2038f255e3099b30b/0132048435v2.jpeg "Spritzgiessfertigung wird es in Zukunft ohne abgestimmte KI-Strategie nicht mehr geben. Wer heute Neuinvestitionen plant, kommt nicht umhin, die Integrationsoffenheit der Steuerung mit derselben Priorität zu bewerten wie Schliesskraft und Zykluszeit. (Bild:Sasint - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/a5/dc/a5dc8a72e6382359480457dd5ea9f6d6/0132048417v2.jpeg "Stets aktuell: Über die aktuellen Softwaremodule von Lantek können Blechverarbeiter ihre Produktion auch online unabhängig von Aufentaltsorten überwachen und planen. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/c6/f2/c6f2b521ffa60096e11d1873891c933e/0132048123v2.jpeg "Informationen, die in Bilder der realen Bauteile eingeblendet werden – beispielsweise 2D-CAD-Daten –, tragen dazu bei, qualitätsbestimmende Merkmale schnell und zuverlässig zu erkennen. (Bild: Visometry)")
:quality(80)/p7i.vogel.de/wcms/bd/36/bd367f287001b55045fce0d9fcc28c38/0132476008v2.jpeg "(Bild: unsplash.com ©Homa Appliances)")
:quality(80)/p7i.vogel.de/wcms/37/85/378521fe83c67ec83f0c5098bb239ffa/0132471712v2.jpeg "Damit Bootsrümpfe sauber bleiben: Der Unterwasserroboter «KeelCrab» nutzt schmierfreie Polymerlager von Igus für einen wartungsarmen und korrosionsfreien Einsatz im Salzwasser. (Bild: Igus SE & Co. KG)")
:quality(80)/p7i.vogel.de/wcms/01/c6/01c6b28a8ba82eb7843d9bc5e67dfc35/0132250464v2.jpeg "ABB Robotics und Roche entwickeln gemeinsam neue Robotiklösungen für klinische Labore. (Bild: ABB Robotics)")
:quality(80)/p7i.vogel.de/wcms/95/e0/95e06ebb99c296e6333f9837fa1bba8f/0132367577v2.jpeg "Damit der Sommerurlaub pünktlich beginnt: In der automatisierten Fluggastbrücke von «REEL» sorgen Energieketten und Leitungen von Igus für eine hohe Ausfallsicherheit im Flughafenbetrieb. (Bild: Igus SE & Co. KG)")
:quality(80)/p7i.vogel.de/wcms/ae/9a/ae9ae612dc61a247e364784422fb3940/0132364675v2.jpeg "Forschende von «MaterialsCommons» beim Kick-Off-Meeting am 17. Juli 2026 in Karlsruhe. (Bild: Fraunhofer IWM)")
:quality(80)/p7i.vogel.de/wcms/d6/23/d623e0b328bb12863d49fb985323549b/0132296015v2.jpeg "Joël Mesot und Reinhold R. Geilsdörfer, Vorsitzender der Geschäftsführung der Dieter Schwarz Stiftung, drücken gemeinsam den Startknopf zur Eröffnung. (Bild: imagis / ETH Zürich)")
:quality(80)/p7i.vogel.de/wcms/e0/3e/e03eb00ea656dfdd51ff96ec1d989ae7/0132292913v2.jpeg "Das FHNW Rover-Team qualifiziert sich für die European Rover Challenge 2026. (Bild: FHNW )")
:quality(80)/p7i.vogel.de/wcms/12/09/1209849384d2fc64763d4be24e5d25c3/0132250748v2.jpeg "V. l. n. r.: Christophe Ballif (Scientific Advisor, CSEM), Andrea Dunbar (CTO, CSEM), Kerem Artuk (R&D Engineer, CSEM), Claude Nicollier (ehemaliger Präsident des CSEM und Schweizer Astronaut) und Christian Wolff (EPFL PV Lab). (Bild: CSEM)")
Rego-Fix AG in Tenniken: Werkzeuge schnell und hochgenau rundlaufend spannen Perfekte Schweizer Werkzeug-Spannung
Auf ein anderes Spannsystem zu wechseln, muss genau überlegt sein. Aber es kann sich lohnen, wie der Beitrag zeigt. Mit speziellen Spannzangen lassen sich Werkzeuge hydromechanisch in einem Fünftel der Zeit spannen, verglichen mit thermischem Schrumpfen. Deshalb bevorzugt der Werkzeug- und Präzisionsmechanikhersteller, G. Stauffer & Co. AG im schweizerischen Fulenbach das Spannsystem «powRgrip»von Rego-Fix.
Anbieter zum Thema
:fill(fff,0)/p7i.vogel.de/companies/63/57/6357923865c1f/wm-kurzlogo--invers-rgb-300dpi.jpeg "wm-kurzlogo--invers-rgb-300dpi (Walter Meier (Fertigungslösungen) AG)")
«Speziell beim Fertigen von Einzelteilen mit Prototypcharakter zählen Flexibilität und Prozesssicherheit», sagt Beat Hauser. Seit über 20 Jahren ist er Hauptaktionär und Geschäftsführer der G. Stauffer & Co. AG in Fulenbach. Das vor 60 Jahren gegründete Unternehmen beschäftigt heute 45 Mitarbeiter, davon acht Auszubildende. Es stellt Stanzwerkzeuge, Einzelteile für Werkzeuge und den Formenbau sowie Präzisionsteile her. Wie Hauser erläutert, ist der Werkzeugbau auf Einzelwerkzeuge wie Stanz-, Biege-, Präge- und Ziehwerkzeuge oder deren Kombinationen sowie auf komplexe Folgeverbund- und Transferwerkzeuge bis zu einer Länge von 2500 mm spezialisiert. Sie dienen dazu, Bauteile aus Dünnblech unter anderem für Automobile, für Möbelbeschläge, für Elektroinstallationen und für die Medizintechnik in grossen Serien zu produzieren.
Komplett vom Konzept bis zum getesteten Stanzwerkzeug
Nach Werkstückzeichnungen entwickeln und konzipieren drei Konstrukteure in Fulenbach diese Werkzeuge auf modernen 3D-CAD-Arbeitsplätzen. Sämtliche konstruierten Komponenten werden im Haus gefertigt und zu funktionsfähigen Werkzeugen für die Stanztechnik montiert.
Tommy Kessler, Fertigungsleiter bei Stauffer, erläutert dazu: «Wegen extrem verkürzten Produktlebenszyklen und der heute sehr grossen Teilevielfalt benötigen unsere Auftraggeber in schneller Folge unterschiedliche Stanz- und Folgeverbundwerkzeuge. Dem können wir nur mit einer hohen Flexibilität und kurzen Durchlaufzeiten entsprechen. Deshalb verfügen wir über eine sehr grosse Fertigungstiefe.» Dazu gehört, dass der Werkzeugbauer und Präzisionsmechanikhersteller Stauffer über nahezu sämtliche Fertigungstechnologien von der Vor- bis zur Fertigbearbeitung verfügt. Das umfasst das Ablängen und Vorbereiten von Rohlingen, die spanende Bearbeitung auf mehreren drei- und fünfachsigen Bearbeitungszentren, Drehzentren, Draht- und Senkerodieren, Flach- und Rundschleifen sowie Polieren. Als vorteilhaft für kurze Durchlaufzeiten und optimale Arbeitsergebnisse hat sich bei Stauffer erwiesen, einzelne Bearbeitungsmaschinen zu spezialisieren. Dazu gehört zum Beispiel, dass ein 5-Achs-Bearbeitungszentrum mit Palettenwechsler ausgestattet wurde, um Werkstücke in Kleinstserien (ab drei Bauteile) im weichen, aber auch im gehärteten Zustand, teilweise mannlos, bearbeiten zu können. «Darüber hinaus stehen wir in einem kontinuierlichen Verbesserungsprozess. In jedem Fertigungsbereich sind unsere Mitarbeiter gefordert, Arbeitsabläufe zu vereinfachen, zu beschleunigen und somit die Flexibilität zu erhöhen», ergänzt Kessler.
Schrumpfspannen dauert zu lang
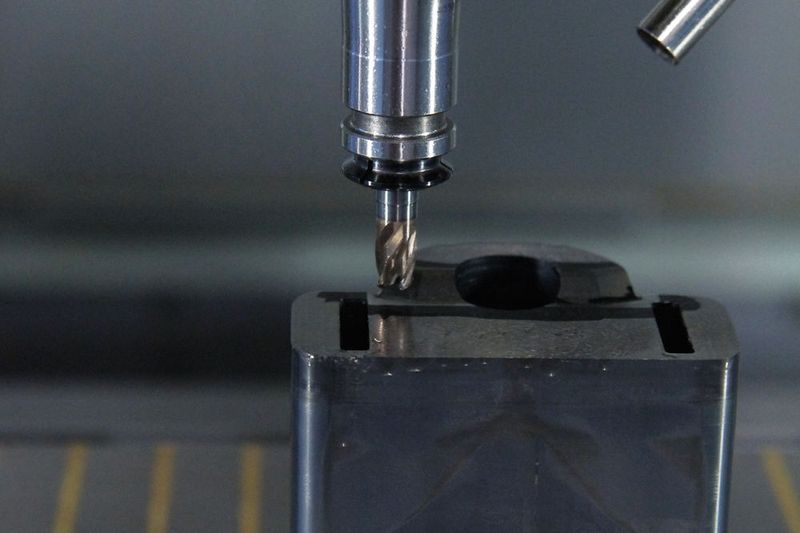
So haben die Bediener der Bearbeitungszentren mit Kessler zusammen das Ein- und Ausspannen von Bohr- und Fräswerkzeugen kritisch betrachtet. Wegen der grossen Vielfalt an unterschiedlichen Bauteilen sind sehr häufig Werkzeuge zu rüsten. Gefräst und gebohrt wird bei Stauffer mit Werkzeugen ab 0,4 mm Durchmesser in nahezu allen metallischen Werkstoffen, von Leicht- und Buntmetallen über warm- und korrosionsfeste Stahllegierungen und bis zu 68 HRC harten Werkzeugstählen. Deshalb ist in schnellem Wechsel eine Vielzahl an Werkzeugen mit unterschiedlichen Abmessungen, Schneidegeometrien und technologischen Eigenschaften zu rüsten.
(ID:43928299)
:quality(80)/p7i.vogel.de/wcms/2f/d3/2fd3d9e9dc30d7fe5261b68a9461a983/0128634057v2.jpeg "Richard Weber (li.), neuer Verwaltungsratspräsident und Pascal Forrer (re.), neuer CEO der Rego-Fix AG. (Bild: Rego-Fix AG)")
:quality(80)/p7i.vogel.de/wcms/e8/4a/e84ad332372520bc189539a1f782392f/0127453348v2.jpeg "Rund 100 Besucher fanden den Weg nach Dübendorf. (Bild: Vischer & Bolli AG)")