
:quality(80)/p7i.vogel.de/wcms/9e/1b/9e1b6643ca0654d48590c4396eb005c1/0132053831v2.jpeg "Durch die Partnerschaft zwischen Siemens und IFS sollen Hersteller in die Lage versetzt werden, technische Erkenntnisse mit der betrieblichen Realität zu verknüpfen. (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/e5/d0/e5d016fcecb3e44553a1fe82150f17c5/0132016980v2.jpeg "Swissmem-Präsident Martin Hirzel: «Die Schweiz kann den grossen Mächten keine Regeln diktieren. Sie muss deshalb dort stark sein, wo andere zu gross, zu langsam oder zu wenig präzise sind.» (Bild: Swissmem)")
:quality(80)/p7i.vogel.de/wcms/53/07/5307a66b1c640a2eabfcf020de0b952b/0132016867v2.jpeg "(Bild: © Oleksandr Bachurin (stock.adobe.com))")
:quality(80)/p7i.vogel.de/wcms/c6/f2/c6f2b521ffa60096e11d1873891c933e/0132048123v2.jpeg "Informationen, die in Bilder der realen Bauteile eingeblendet werden – beispielsweise 2D-CAD-Daten –, tragen dazu bei, qualitätsbestimmende Merkmale schnell und zuverlässig zu erkennen. (Bild: Visometry)")
:quality(80)/p7i.vogel.de/wcms/9b/44/9b4408d1d5542e0ff268a7380a904255/0131767938v2.jpeg "Boehlerit bietet für das Drehschälen komplette Werkzeugsysteme bestehend aus Schälkopf, Halter und Kassetten an. (Bild: Boehlerit)")
:quality(80)/p7i.vogel.de/wcms/04/4f/044fda7cb2355452df08eb46f6bd7c24/0131762740v2.jpeg "Mit aktuellen Funktionen in der 3D-CAD/CAM-Software von Lantek lässt sich das Schneiden komplexer 3D-Fasen einfach und komfortabel programmieren. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/88/d7/88d7f175e6062f70f0fccca01eb56a09/0132046295v2.jpeg "Komplexe, weitreichend automatisierte Maschinen, zum Beispiel zum Verpacken von Lebensmitteln und Pharmaprodukten, profitieren von einer flexibel anpassbaren Automatisierungsplattform auf Basis eines offenen Betriebssystems. (Bild: Rovema )")
:quality(80)/p7i.vogel.de/wcms/34/1e/341e926a2e906b22fe01db098bfcd754/0132049521v2.jpeg "Komplexe Baugruppen werden in «classmate PLAN» übersichtlich abgebildet und kalkuliert. (Bild: Simus / Kaysser)")
:quality(80)/p7i.vogel.de/wcms/19/54/1954e6cb5b42672085da9679d2e46a41/0132041533v2.jpeg "Auf spezifische Tätigkeiten konfigurierte KI wird beispielsweise beim Schweissen die Nahtverfolgung optimieren. (Bild: Universal Robots)")
:quality(80)/p7i.vogel.de/wcms/12/fa/12fa99b6dd4ee694f1187f5ee5bdf6ed/0131767802v2.jpeg "(Bild: KUKA Group)")
:quality(80)/p7i.vogel.de/wcms/c7/74/c774b79bd9194b5202fabbeac4fd15d1/0132054879v4.jpeg "Aus der Wechselwirkung zwischen Digitalem Zwilling und Physical Artificial Intelligence kann eine autonom arbeitende, sich selbst überwachende und optimierende Produktion entstehen. (Bild: Acatech)")
:quality(80)/p7i.vogel.de/wcms/5e/a3/5ea39d5f54e7efacff85ad9fbb5027b7/0131864753v2.jpeg "Studierende präsentieren Stadler-Vertreter Christoph Leiterer ihren Prototyp für weniger Verschleiss und Lärm bei Schienenfahrzeugen. (Bild: Cyrill Maag)")
:quality(80)/p7i.vogel.de/wcms/19/76/19769d45677f3e108acd1c9d7c63c193/0131948509v2.jpeg "(Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/f7/8c/f78c500cf879530da1fb4af30c0fda0e/0131865051v2.jpeg "Empa-Forscher Konstantin Egorov beschichtet Edelstahlkomponenten mit korrosionsbeständigem Titanoxid, um die Herstellung von grünem Wasserstoff wirtschaftlicher zu machen. (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/7f/b8/7fb8fa5c04543435f378e1e68e084ac1/0131788325v2.jpeg "Prof. Dr. Guido McCombie, neuer Direktionspräsident der Fachhochschule Nordwestschweiz FHNW. (Bild: FHNW)")
Ceratizit: In tiefen Bohrungen genau und prozesssicher reiben Reibahle meistert tiefe Bohrungen
In tiefen Bohrungen zu reiben erfordert spezielle Werkzeuge. Diese müssen die Späne zuverlässig brechen und nach hinten gegen die Vorschubrichtung aus der Bohrung abführen. Gelungen ist dies beim Fertigen von Hydraulikbauteilen mit Reibwerkzeugen von Ceratizit.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/96300/96347/65.jpg "Logo.jpg ()")
:fill(fff,0)/p7i.vogel.de/companies/63/57/6357923865c1f/wm-kurzlogo--invers-rgb-300dpi.jpeg "wm-kurzlogo--invers-rgb-300dpi (Walter Meier (Fertigungslösungen) AG)")
Beim Lohnfertiger Karl Berger CNC-Maschinenbau GmbH im österreichischen Mondsee sind immer wieder Bauteile für Hydraulik über 1000 mm tief zu bohren, zu reiben und zu rollieren. Die Werkstücke bestehen beispielsweise aus den härtbaren und höherfesten Stählen 42CrMo4 und St52. Vor allem Letzterer neigt dazu, lange Fliessspäne zu bilden. Beim Bearbeiten, speziell beim Reiben, ist deshalb besonders auf die Spanbildung und -abfuhr zu achten. Nur wenige Werkzeughersteller verfügen über geeignete Werkzeugsysteme, um diese Bearbeitung zuverlässig zu bewältigen.
Umfassendes Bauteilspektrum
Der inzwischen seit 70 Jahren bestehende Lohnfertiger beschäftigt derzeit 65 Mitarbeitende. Die in der Fertigung tätigen Spezialisten verfügen über umfassende Erfahrungen und ein weitreichendes Prozesswissen. Somit können sie hochwertige Bauteile produzieren. Auftraggeber aus der Hydraulik, dem Schienenfahrzeugbau, der Lebensmittelindustrie und aus dem allgemeinen Maschinenbau in Österreich und Deutschland lassen deshalb in Mondsee fertigen. Gefertigt werden für diese Unternehmen bis zu 4000 mm lange Drehteile bis 2000 mm Durchmesser. Fräsen können die Lohnfertiger Bauteile ab etwa 30 x 30 x 30 mm bis hin zu schweren, bis zu 10 000 kg schweren Werkstücken. Dank einer grossen Fertigungstiefe, die das Sägen, Tieflochbohren, Verzahnen, Flach-, Aussen- und Innenrundschleifen, Honen und Finishen umfasst, können die Spezialisten in Mondsee komplett einbaufertige Bauteile herstellen. Dabei bearbeiten sie Kunststoff, Aluminium, Stahl und Gusseisen. Überwiegend fertigen sie Werkstücke aus korrosionsfesten Legierungen sowie aus Bau- und Vergütungsstählen in Auftragslosen mit 5 bis 50 Bauteilen. Darüber hinaus fertigen sie aber auch vom Einzelstück bis zur Serie mit 1000 Bauteilen.
Hydraulik erfordert tiefe Bohrungen
In Mondsee bearbeiten die Lohnfertiger auch eine Bauteilfamilie Hydraulikkolben für grosse Maschinen mit jeweils 20 bis 30 Werkstücken pro Auftragslos. Jährlich sind etwa 1500 Bauteile in zehn Varianten zu fertigen. Sie sind 1000 mm bis 2000 mm lang und benötigen 600 mm bis 1100 mm tiefe Bohrungen mit 70 mm bis 80 mm Durchmesser. Gefertigt werden die Kolben üblich aus 42CrMo4, einzelne Sonderbauteile aus St52. Weil in den Bohrungen später ein Kolben unter Druck sicher laufen muss, sind hohe Ansprüche an die Dichtigkeit und die Oberflächengüte der Bohrung zu erfüllen. Dazu berichtet Geschäftsführer Karl Berger: «In der Bearbeitungsfolge aus Bohren, Reiben und Rollieren müssen zum Beispiel beim Reiben Toleranzen H7 sowie Rauheiten Ra 0,9 µm und Rz1max 10 µm eingehalten werden. Es ist also auf enge Form- und Lagetoleranzen und hohe Oberflächengüten zu bearbeiten.»
Erstausrüstung der Maschine ungenügend
Ehemals bearbeitete der Lohnfertiger die Bauteilfamilie Kolben auf mehreren Maschinen. Die Bohrungen der kleineren Werkstücke fertigte man zum Beispiel erst auf einem Bearbeitungszentrum. Anschliessend drehte man auf einer Drehmaschine aus. Auf unterschiedlichen Maschinen zu fertigen erwies sich allerdings als ungenügend prozesssicher. Mit der Investition in ein Dreh-Fräs-Zentrum wollte man deshalb eine Komplettbearbeitung verwirklichen. Die beschaffte Maschine eignet sich für komplexe, bis 6000 mm lange Werkstücke. Sie kann bis auf 1000 mm Durchmesser drehen und im Futter bis 1500 kg schwere, zwischen Futter und Reitstock bis 6000 kg schwere Bauteile aufnehmen. Für schwere Zerspanung verfügt die Hauptspindel über Drehmomente bis 6410 Nm und 84 kW Leistung, die Frässpindel über 80 kW Antriebsleistung und bis 700 Nm Drehmoment.
Die vom Hersteller bereitgestellte Ausrüstung der Maschine mit Werkzeugen und Spannmitteln sollte allen Forderungen hinsichtlich einer prozesssicheren und genauen Bearbeitung der Hydraulikkolben genügen. Wesentlich war die Forderung nach einer Komplettbearbeitung in einer Aufspannung mit Bohren, Ausdrehen, Reiben, Honen und Rollieren. Trotz der Zusagen des Herstellers liess sich dies nicht verwirklichen. Speziell das Reiben gelang nicht, zumindest nicht prozesssicher.
Die zunächst vorgeschlagenen Verbesserungen erwiesen sich als ungeeignet. Deshalb konnte der Lohnfertiger über lange Zeit die kleineren Varianten der Hydraulikbauteile zwar auf mehreren unterschiedlichen Maschinen wie ehemals üblich fertigen, die grösseren Varianten allerdings gar nicht. Wie Karl Berger berichtet, war das für sein Unternehmen beinahe katastrophal.
Optimierte Werkzeuge
Auf Anfrage beschäftigte sich ein Spezialistenteam der Hersteller Ceratizit, Komet, WNT und Klenk mit der Bearbeitung beim Lohnfertiger. Bereits mit einer Standardreibahle Freemax von Komet waren nach nur drei Bearbeitungen geeignete Bearbeitungsparameter gefunden. Zudem hatte das Expertenteam die Reibahle zusätzlich mit einer zentralen Bohrung versehen, um das Kühlmittel in ausreichender Menge durchs Innere zuzuführen. Mit diesem Werkzeug liessen sich bereits erste Bauteile entsprechend den Forderungen an Genauigkeit und Oberflächengüte bearbeiten. Das Team aus Siegfried Koll (bei Ceratizit Deutschland für technische Beratung und Verkauf verantwortlich), Bojan Stevanovic (Maschinenbediener bei Berger) und Denis Osmic (Anwendungstechniker bei Ceratizit Deutschland) bearbeitete zunächst 720 mm lange Bohrungen mit 70 mm Durchmesser. Nach wenigen Versuchen entstanden beim Reiben auch im Werkstoff St52 nur kurz brechende Späne. Die Bearbeitung gelang innerhalb nur 0,74 Minuten Bearbeitungszeit, also deutlich schneller als beim Einsatz von Werkzeugen eines Wettbewerbers, bei dem das Reiben etwa fünf Minuten dauerte. Zur folgenden Optimierung sagt Denis Osmic: «Im zweiten Schritt haben wir ein Ausgleichsfutter eingesetzt, weil wir im Anschnittbereich leicht im Minus waren. So konnten wir die kleineren Ungenauigkeiten beim Einfädeln beseitigen und auch den vorderen Bereich in hoher Güte fertigen.»
Werkzeug mit Anbindung an Maschine
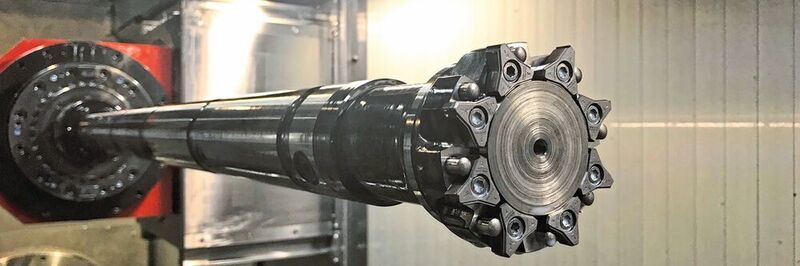
«Letztlich haben wir auf diese Weise nicht einfach ein Werkzeug für das Reiben der Hydraulikkolben geliefert, sondern eine Anbindung», zieht Siegfried Koll ein erstes Resümee. Das Reibwerkzeug besteht komplett aus Standardkomponenten. Der Ausgleichshalter DAH (HSK A100) sorgt für die nötige Rundlaufgenauigkeit an der Schneide. «Im vorliegenden Fall haben wir diesen Rundlauf auf 5 µm eingestellt», so Denis Osmic. An den Ausgleichshalter ist ein Adapter angebaut, anschliessend ein Dämpfungselement sowie vier Leichtbausegmente. Sie sorgen für ein besonders leichtes Werkzeug. Das ist wegen der langen Auskragung ein zu beachtender Aspekt. Das Werkzeug ist mit einem Reibkopf Freemax ausgestattet. Auf ihm befinden sich Wendeschneidplatten, um die Bohrung auf Toleranz H7 zu bearbeiten.
Vom Werkzeughersteller ist diese Reibahle als Standard in zwei Varianten mit Ausgleichsfutter DAH und mit Schnittstelle ABS verfügbar. Es gibt sie um 5 mm und um 10 mm im Durchmesser gestuft. Auf dem Reibkopf können die präzisionsgeschliffenen, dreischneidigen Schneidplatten in beliebiger Reihenfolge montiert werden. Der Werkzeughersteller bezeichnet das als Easy-to-use. Dank der mit Ziffern versehenen Schneidplatten werden diese stets richtig zugeordnet. Das schafft sichere Prozesse und vermindert den Aufwand für die Werkzeuglogistik. Der Anwender kann selbst Schneidplatten in das Reibwerkzeug einsetzen, das Einsenden an den Werkzeughersteller entfällt. Werden Schneidplatten benötigt, stellt der Hersteller diese innerhalb nur 24 Stunden bereit.
Die tangential eingesetzten Schneidplatten erweisen sich als besonders stabil. Dazu trägt auch der Plattensitz mit drei Anlagepunkten und einer Anlagefläche am Ring bei. Die Schraube ist aussermittig so gesetzt, dass an alle Anlagen gedrückt wird. Das kombiniert eine einfache Handhabung mit einem zuverlässigen und stabilen Plattensitz.
Für die Reibahle Freemax gibt es Schneidplatten aus beschichtetem Hartmetall und aus Cermet. Somit können sämtliche Werkstoffgruppen nach ISO-Norm bearbeitet werden. Die DBG-P-Beschichtung ist hierbei für abrasive Werkstoffe wie Gusslegierungen und gehärtete Stähle konzipiert. Um den Span sicher nach hinten abzuführen, verfügt die in Mondsee eingesetzte Standardgeometrie ASG 3000 über einen 45°-Anschnitt. Auf der Reibahle Freemax wird das Kühlschmiermittel üblich seitlich auf die Schneidplatten gebracht. Als Option lässt sich kurzfristig – das hat der Umbau bei Berger gezeigt – eine zentrale Kühlmittelzufuhr verwirklichen. «Im vorliegenden Fall haben wir die seitlichen Kanäle bestehen lassen, um über die Kühlung der Schneiden zusätzliche Standzeit zu holen», berichtet Siegfried Koll. Gearbeitet wird dabei mit Emulsion unter 80 bar Druck.
Prozesssicher zu höchster Qualität
Inzwischen fertigt der Lohnfertiger in Mondsee sämtliche Varianten der Hydraulikbauteile prozesssicher komplett auf dem Bearbeitungszentrum in der geforderten Genauigkeit und Qualität. Zusätzlich haben die Spezialisten des Fertigungsteams das Werkzeugmagazin optimiert. Nunmehr kann es die langen Reibahlen aufnehmen, zudem kann die Maschine diese automatisch einwechseln. Nach dem Bohren fädelt die Reibahle ein. Dabei dreht die Werkstückspindel mit 20 min-1 und die Werkzeugspindel bei 1,1 mm Vorschub pro Umdrehung mit 40 min-1. Bei gleicher Drehzahl arbeitet die Werkstückspindel auch beim Reiben der Bohrung. Die Werkzeugspindel dreht dabei mit 500 min-1 und schiebt 2,2 mm pro Umdrehung vor. So bearbeitet die Reibahle beispielsweise eine 80,03 mm messende Bohrung auf Ra 0,442 µm und Rz1max 5,428 µm Oberflächengüte. Dass die Komplettbearbeitung heute derart hochwertig und prozesssicher realisiert ist, zeigt sich auch daran, dass die Bohrungen inzwischen nur noch in grösseren Abständen gemessen werden. - kmu - SMM
(ID:46191706)
:quality(80)/p7i.vogel.de/wcms/06/ff/06ffae7a6c166ba63cdf4b42cf098758/0127010417v2.jpeg "Mit dem «HPR400»-Reibsystem können Unternehmen ihre Produktivität steigern und dadurch Kosten nachhaltig senken. Mapal bietet vier neue Lösungen für die Praxis. (Bild: Mapal)")
:quality(80)/p7i.vogel.de/wcms/44/74/4474fcda02c0bd058877344aa226c603/0128696120v2.jpeg "Da Grate an Bohrungskanten grosse Probleme in der Funktionalität des Werkstücks verursachen können, müssen sie meist entfernt werden. (Bild: Heule)")