
:quality(80)/p7i.vogel.de/wcms/98/b5/98b5b8526f1f9abb97a588b0aeaed65f/0132617318v2.jpeg "Wolfgang Ulmer, Managing Director der Grob Schweiz AG, sprach mit Nastassja Neumaier, stv. SMM-Chefredaktorin, über 100 Jahre Grob und die Zukunftsfähigkeit des Werkplatzes Schweiz. (Bild: Matthias Böhm)")
:quality(80)/p7i.vogel.de/wcms/86/53/8653d135ac939cb4273b3f161ad8e4c0/0132616414v2.jpeg "Umang Maradia (li., Managing Director) und Thomas Wengi (re., Sales Director, beide Agie Charmilles) vor dem neuen Produktionsstandort von Agie Charmilles in Losone. (Bild: Matthias Böhm)")
:quality(80)/p7i.vogel.de/wcms/7c/d7/7cd77b86466ea73a47798ab010d631c8/0132591671v2.jpeg "Der Messeauftritt soll deutlich machen: Wer in der Schweiz auf Rockwell Automation setzt, findet in Routeco einen Partner, der Technologie nicht nur bereitstellt, sondern in funktionierende, wirtschaftliche Lösungen überführt. (Bild: Routeco)")
:quality(80)/p7i.vogel.de/wcms/ba/01/ba01efee77344c70f3fa98deb98b3e99/0132618837v2.jpeg "Remo Knecht, Schichtleiter bei Burckhardt Compression, beim Einspannen eines Werkzeuges in einen «powRgrip»-Werkzeughalter. (Bild: Vischer & Bolli)")
:quality(80)/p7i.vogel.de/wcms/69/e2/69e29a56bbf47b663ece73c8fcfab190/0132617886v2.jpeg "Escha, Fehlmann, Gibas und Evomecs arbeiteten von Anfang an eng zusammen, um die technischen, organisatorischen und digitalen Anforderungen optimal aufeinander abzustimmen. V. l. n. r.: Alain Strebel (Verkaufsleiter Nord-Europa, Fehlmann), Benjamin Unruh (Projektmanager, Escha), Enrico Akkerman (CCO, Gibas) und Peter Potjans (Fehlmann). (Bild: Fehlmann)")
:quality(80)/p7i.vogel.de/wcms/53/69/53699ef14345f8d802ee0d5d5887b496/0132048847v2.jpeg "Fliegender Wechsel für minimierte Rüstzeiten: Auch bei laufenden Sägearbeiten können Bediener unterschiedliche Funktionen und Bedienfelder zu weiteren Sägeaufträgen aufrufen und Daten eingeben. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/d3/c6/d3c6ff406aaf5ad2038f255e3099b30b/0132048435v2.jpeg "Spritzgiessfertigung wird es in Zukunft ohne abgestimmte KI-Strategie nicht mehr geben. Wer heute Neuinvestitionen plant, kommt nicht umhin, die Integrationsoffenheit der Steuerung mit derselben Priorität zu bewerten wie Schliesskraft und Zykluszeit. (Bild:Sasint - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/a5/dc/a5dc8a72e6382359480457dd5ea9f6d6/0132048417v2.jpeg "Stets aktuell: Über die aktuellen Softwaremodule von Lantek können Blechverarbeiter ihre Produktion auch online unabhängig von Aufentaltsorten überwachen und planen. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/c6/f2/c6f2b521ffa60096e11d1873891c933e/0132048123v2.jpeg "Informationen, die in Bilder der realen Bauteile eingeblendet werden – beispielsweise 2D-CAD-Daten –, tragen dazu bei, qualitätsbestimmende Merkmale schnell und zuverlässig zu erkennen. (Bild: Visometry)")
:quality(80)/p7i.vogel.de/wcms/ac/f1/acf12aa893128ac99f5e614f3b54bc71/0132542256v2.jpeg "(Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/d8/b0/d8b0289d9bee73ec35c226a7972f5bbf/0132535837v2.jpeg "Der neu gewählte Vorstand von GOP (v. l. n. r.): Rolf Freiburghaus, Michelle Schenker, Andreas Bachmann, Julia Lacher, Holger Hanau und Marco Carrano. Nicht abgebildet: Willi Graf. (Bild: Gesellschaft für Fluidtechnik (GOP))")
:quality(80)/p7i.vogel.de/wcms/95/e0/95e06ebb99c296e6333f9837fa1bba8f/0132367577v2.jpeg "Damit der Sommerurlaub pünktlich beginnt: In der automatisierten Fluggastbrücke von «REEL» sorgen Energieketten und Leitungen von Igus für eine hohe Ausfallsicherheit im Flughafenbetrieb. (Bild: Igus SE & Co. KG)")
:quality(80)/p7i.vogel.de/wcms/8f/d3/8fd3ed6832ff422cae482706ba24dd57/0132541011v2.jpeg "Das Konsortialteam des Forschungsprojektes «SKIPRO». (Bild: WZL)")
:quality(80)/p7i.vogel.de/wcms/ae/9a/ae9ae612dc61a247e364784422fb3940/0132364675v2.jpeg "Forschende von «MaterialsCommons» beim Kick-Off-Meeting am 17. Juli 2026 in Karlsruhe. (Bild: Fraunhofer IWM)")
:quality(80)/p7i.vogel.de/wcms/d6/23/d623e0b328bb12863d49fb985323549b/0132296015v2.jpeg "Joël Mesot und Reinhold R. Geilsdörfer, Vorsitzender der Geschäftsführung der Dieter Schwarz Stiftung, drücken gemeinsam den Startknopf zur Eröffnung. (Bild: imagis / ETH Zürich)")
:quality(80)/p7i.vogel.de/wcms/e0/3e/e03eb00ea656dfdd51ff96ec1d989ae7/0132292913v2.jpeg "Das FHNW Rover-Team qualifiziert sich für die European Rover Challenge 2026. (Bild: FHNW )")
Prodex 2016 Schnelle und flexible Produktionsmaschine
Die neue G200 von Index enthält umfangreiche Verbesserungen des Maschinenaufbaus. Die Maschine ist flexibel für die Komplettbearbeitung sowohl von Stangenmaterial als auch von Futterteilen einsetzbar und dabei hochproduktiv und schnell.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/101400/101472/65.jpg "LOGO.jpg ()")
:fill(fff,0)/p7i.vogel.de/companies/63/57/6357923865c1f/wm-kurzlogo--invers-rgb-300dpi.jpeg "wm-kurzlogo--invers-rgb-300dpi (Walter Meier (Fertigungslösungen) AG)")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/65500/65518/65.jpg "eMDe_Blechfabrik_Logo-iPad.jpg ()")
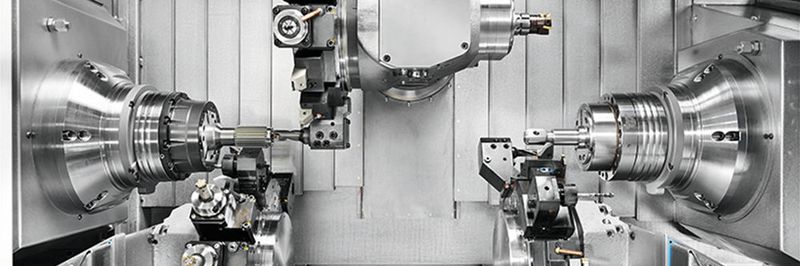
Der Markt fordert von modernen Dreh-Fräszentren hohe Flexibilität – doch das ist nicht alles. Die Maschinen müssen produktiv und schnell qualitativ hochwertige Ergebnisse liefern können, damit sich die Produktion in Hochlohnländern gegenüber dem globalen Wettbewerb lohnt. Vor diesem Hintergrund hat der Drehmaschinenhersteller Index eine neue Generation seines erfolgreichen Dreh-Fräszentrums G200 entwickelt: die neue G200, eine kompakte Maschine, die auf nahezu gleicher Aufstellfläche wie das Vorgängermodell eine deutlich höhere Leistung bietet. Zum ersten Mal hat Index die neue Maschine auf der AMB 2016 in Stuttgart dem internationalen Fachpublikum vorgestellt.
Eine markante Änderung gegenüber der G200 der ersten Generation betrifft das Maschinenbett. Die stark verrippte, schwingungsarme Gusskonstruktion ist jetzt vertikal ausgerichtet. Ein Konzept, das Index aufgrund der Prozessvorteile für die Anwender bei nahezu allen Neuentwicklungen verfolgt. Die Maschinen werden dadurch tendenziell ein wenig höher, benötigen dafür aber wenig Aufstellfläche und bieten mehr Platz im Bearbeitungsraum, der vor allem den unteren Werkzeugträgern entgegenkommt. Haupt- und Gegenspindel sind baugleich ausgeführt, fluidgekühlt und bieten einen Stangendurchlass von 65 mm (Spannfutter bis max. 165 mm Durchmesser). Ihre Motorspindeln ermöglichen durch eine Leistung von 31,5/32 kW (100 % / 40 % ED), ein Drehmoment von 125/170 Nm und eine maximale Drehzahl von 6000 min-1 eine produktive Drehbearbeitung. Mit der Neugestaltung der Maschine wuchs auch der Arbeitsraum, ohne die Aussenmasse signifikant zu beeinträchtigen. Die maximale Drehlänge liegt nun bei 660 mm (bisher 400 mm).
:quality(80)/images.vogel.de/vogelonline/bdb/1098000/1098052/original.jpg "(Index)")
:quality(80)/images.vogel.de/vogelonline/bdb/1098000/1098051/original.jpg "(Index)")
:quality(80)/images.vogel.de/vogelonline/bdb/1098000/1098057/original.jpg "(Index)")
:quality(80)/images.vogel.de/vogelonline/bdb/1098000/1098056/original.jpg "(Index)")
Zusätzlicher Werkzeugträger sorgt für höhere Produktivität
Das vergrösserte Platzangebot im Arbeitsraum nutzten die Index-Entwickler, um einen zweiten unteren Werkzeugträger zu integrieren und damit die Produktivität der Maschine zu steigern. Stückzeitreduzierung von 30 % gegenüber der ersten G200-Generation liegt bei entsprechenden Werkstücken somit durchaus im Bereich des Möglichen. Die beiden Revolver sind spiegelbildlich angeordnet und verfügen jeweils über eine unabhängige Y-Achse (±45 mm). Sie enthalten 14 Werkzeugstationen (VDI25), die komplett mit angetriebenen Werkzeugen bestückt werden können. Der Werkzeugantrieb leistet 16 kW und bietet ein Drehmoment von 16 Nm (bei jeweils 25 % ED). Die maximale Drehzahl liegt bei 7200 min-1.
Oberer Werkzeugträger mit Revolver und integrierter Frässpindel
Eine Besonderheit stellt der obere Werkzeugträger dar, der über eine zusätzliche Y-Achse (±65 mm) und eine um 360 Grad schwenkbare B-Achse verfügt. Er ist auf der einen Seite als Werkzeugrevolver mit wiederum 14 Plätzen (VDI25) ausgeführt, besitzt aber – wie schon bei der seitherigen G200 bewährt – rückseitig eine Frässpindel (HSK-A40). Ihr Antrieb erfuhr bei der neuen G200 eine beachtliche Leistungssteigerung: Während die bisherige Ausführung auf eine Drehzahl von 2000 min-1 begrenzt war, bietet die neue Frässpindel Drehzahlen bis zu 7200 min-1 (Leistung 22 kW, Drehmoment 52 Nm bei jeweils 25 % ED). Damit kann der Anwender ein umfangreiches Werkzeugspektrum nutzen, vom Messerkopf fürs Flächenfräsen bis zu kleinen, filigranen Fräsern und Bohrern für Werkstücke mit feinen Konturen.
Flexibilität für die Aufteilung der Bearbeitungsschritte
Bei der G200 stehen drei Werkzeugträger zur Verfügung, deren Werkzeuge sich nahezu beliebig der Bearbeitung an Haupt- und Gegenspindel zuordnen lassen. Das bedeutet für den Programmierer eine hohe Flexibilität bei der Aufteilung der Bearbeitungsschritte. Durch das grosse Raumangebot ist es sogar möglich, mit drei Revolvern gleichzeitig an der Hauptspindel oder Gegenspindel zu arbeiten, ohne dass sie sich gegenseitig stören. Ein Beispiel: Es kann der rechte untere Revolver mit einem Winkelwerkzeug das in der Hauptspindel befindliche Bauteil innen bearbeiten, während der andere untere sowie der obere Werkzeugträger eine Aussenbearbeitung durchführen. Gleiches ist auch an der Gegenspindel möglich. So erhöhen sich die Möglichkeiten, im Sinne maximaler Produktivität mit drei Schneiden gleichzeitig im Eingriff zu sein.
Flexible Werkzeugträger – Parkposition für untere Werkzeugträger
Die Werkzeugträger haben noch weitere Besonderheiten zu bieten. So lässt sich der obere Revolverkopf mittels B-Achse in eine Horizontalposition schwenken und dann in den Arbeitsraum bis auf eine Position von 30 mm unter der Spindelmitte fahren. In dieser Lage kann der Revolver zur Haupt- und zur Gegenspindel bearbeiten, je nach Anwendung sogar gleichzeitig. Gerne wird diese Position genutzt, um stirnseitige und auch simultane Bearbeitungen an Haupt- und Gegenspindel mit geraden Werkzeugen auszuführen. Das ist kostengünstiger und genauer als mit Winkelwerkzeughaltern.
Ein zusätzliches Merkmal der unteren Werkzeugträger sind die sogenannten Parkpositionen. Es wurde konstruktiv die Möglichkeit geschaffen, die Revolver jeweils nach links oder rechts in eine Position zu fahren, die ausserhalb des Arbeitsraums liegt und somit nicht kollisionsgefährdet ist. Dadurch kann der andere Werkzeugträger komplett frei über die gesamte Drehlänge arbeiten. Das macht sich vor allem bei Werkstücken wie langen Wellen bemerkbar, die sich auf diese Weise mit einem Werkzeug ohne abzusetzen komplett überdrehen lassen. Auch der Schlittenweg des oberen Werkzeugträgers ist mit 845 mm in der Z-Achse so bemessen, dass das Werkzeug die komplette Drehlänge von 660 mm bewältigt – ohne eine B-Achsen-Drehung um 180° ausführen zu müssen, wie es bei anderen Maschinenkonzepten oftmals üblich ist.
(ID:44339326)
:quality(80)/p7i.vogel.de/wcms/8f/95/8f955c07c0e7363782e759852152ec0a/0129641540v2.jpeg "Index präsentiert beim Open House 2026, das vom 17. bis 20. März im «iXperience Center» in Deizisau (D) stattfindet, unter anderem zwei hocheffiziente Weltpremieren. (Bild: Index-Werke GmbH & Co. KG Hahn & Tessky)")
:quality(80)/p7i.vogel.de/wcms/f0/b4/f0b44442e905e1931f5d0eeebde881e6/0129050046v2.jpeg "Maximale Produktivität mit der «NT-Flex+»: Die erweiterte Kinematik erlaubt die überlagerte Bearbeitung mit drei Werkzeugen gleichzeitig und verkürzt so die Zykluszeiten erheblich. (Bild: Walter Meier (Fertigungslösungen) AG)")