
:quality(80)/p7i.vogel.de/wcms/e5/d0/e5d016fcecb3e44553a1fe82150f17c5/0132016980v2.jpeg "Swissmem-Präsident Martin Hirzel: «Die Schweiz kann den grossen Mächten keine Regeln diktieren. Sie muss deshalb dort stark sein, wo andere zu gross, zu langsam oder zu wenig präzise sind.» (Bild: Swissmem)")
:quality(80)/p7i.vogel.de/wcms/53/07/5307a66b1c640a2eabfcf020de0b952b/0132016867v2.jpeg "(Bild: © Oleksandr Bachurin (stock.adobe.com))")
:quality(80)/p7i.vogel.de/wcms/99/c3/99c378b1b27a2939ee9951a97a5859fa/0132016823v2.jpeg "Anteil der Maschinenbauunternehmen, die bestimmte Content-Formate aktiv einsetzen. Während Basisformate weit verbreitet sind, werden hochwertige Inhalte wie Whitepaper, Webinare oder Fallstudien («Case Studies») deutlich seltener genutzt. Diese spielen jedoch eine zentrale Rolle in B2B-Entscheidungen, da sie Vertrauen und Expertise vermitteln und damit ein klares Differenzierungspotenzial im digitalen Vertrieb bieten. (Bild: Actuways AG)")
:quality(80)/p7i.vogel.de/wcms/9b/44/9b4408d1d5542e0ff268a7380a904255/0131767938v2.jpeg "Boehlerit bietet für das Drehschälen komplette Werkzeugsysteme bestehend aus Schälkopf, Halter und Kassetten an. (Bild: Boehlerit)")
:quality(80)/p7i.vogel.de/wcms/04/4f/044fda7cb2355452df08eb46f6bd7c24/0131762740v2.jpeg "Mit aktuellen Funktionen in der 3D-CAD/CAM-Software von Lantek lässt sich das Schneiden komplexer 3D-Fasen einfach und komfortabel programmieren. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/12/03/12036673688ffb15749f32a8b08848d7/0131693942v2.jpeg "Automatisiert schleifen und polieren: Dank einfacher und intuitiver Programmierung und Bedienung gelingt das mit der Automationszelle von ABB nun auch bei kleinen und mittelständischen Fertigungsbetrieben. (Bild: ABB)")
:quality(80)/p7i.vogel.de/wcms/17/46/17464ceacdc76397f11ead1e4a40ab22/0131266811v2.jpeg "Raphaël Müller, Leiter Industrial Solutions Senior Consultant, Mitglied des Kaders der Brütsch/Rüegger Werkzeuge AG: «Nur so kann man in Echtzeit verstehen, was in der Produktion passiert und schnell reagieren.» (Bild: Brütsch/Rüegger)")
:quality(80)/p7i.vogel.de/wcms/74/75/7475a2d17c659b6f1c6f081b17d2e312/0130218744v2.jpeg "(Bild: Oppenheim & Partner GmbH)")
:quality(80)/p7i.vogel.de/wcms/91/fe/91fea6ee46f7698edd2ceffca0638c33/0129520242v2.jpeg "Matthias Wilhelm, Country Manager DACH bei Visual Components: «Wer Prozesse durchgängig abbildet, KI gezielt einsetzt und Abläufe vorab virtuell prüft, reduziert Fehler, verkürzt Inbetriebnahmezeiten und schafft Produktionslinien, die schneller, flexibler und belastbarer laufen. Genau das ist die Zukunft der Produktion.» (Bild: Visual Components)")
:quality(80)/p7i.vogel.de/wcms/f6/2e/f62efbd65d3e8519552f698caa0a3653/0129514067v2.jpeg "Der «Digital Twin Composer» von Siemens erstellt industrielle Metaverse-Umgebungen in grossem Massstab und ermöglicht es Unternehmen, industrielle KI, Simulationen und physikalische Echtzeitdaten zu nutzen, um Entscheidungen virtuell, schnell und in jeder Grösse zu treffen. (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/12/fa/12fa99b6dd4ee694f1187f5ee5bdf6ed/0131767802v2.jpeg "(Bild: KUKA Group)")
:quality(80)/p7i.vogel.de/wcms/36/bf/36bfa889b21e078c88c11ad34e96a789/0131694448v2.jpeg "Bei Spitzenlos- und Rundschleifmaschinen erweist sich die von Keba verwirklichte Mensch-Maschine-Interaktion basierend auf einer offenen und flexibel einrichtbaren Software und einem grossen, individuell anpassbaren Touchscreen als besonders funktional. (Bild: Keba)")
:quality(80)/p7i.vogel.de/wcms/85/f9/85f990ff18e4845aa8ef504c6812ea60/0131867682v2.jpeg "Schmierfrei, UV-beständig, korrosionsfrei und frostresistent: Sunilux nutzt in seinen elektrischen Pergolen Gleitlager und Anlaufscheiben aus «iglidur G» sowie Doppelbundlager aus «iglidur M250». (Bild: igus SE & Co. KG)")
:quality(80)/p7i.vogel.de/wcms/b1/ec/b1ec6760bde4ec41d82e34b4d8a0ab0b/0131768308v2.jpeg "Hygienisch zu reinigen: Bügelgriffe aus Edelstahl mit Dichtring aus POM haben minimierte Toträume, liegen glatt an und ermöglichen ein zuverlässiges Umspülen mit Reinigungsmitteln. (Bild: Kipp)")
:quality(80)/p7i.vogel.de/wcms/c3/0c/c30c4d3385f6d978a05da32cc453ad9e/0131768037v2.jpeg "Führen genau in rauen, korrosiven Umgebungen: Bohrbuchsen ohne und mit Bund aus Edelstahl von der Normteilewerk Robert Blohm GmbH. (Bild: Blohm)")
:quality(80)/p7i.vogel.de/wcms/5e/a3/5ea39d5f54e7efacff85ad9fbb5027b7/0131864753v2.jpeg "Studierende präsentieren Stadler-Vertreter Christoph Leiterer ihren Prototyp für weniger Verschleiss und Lärm bei Schienenfahrzeugen. (Bild: Cyrill Maag)")
:quality(80)/p7i.vogel.de/wcms/19/76/19769d45677f3e108acd1c9d7c63c193/0131948509v2.jpeg "(Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/f7/8c/f78c500cf879530da1fb4af30c0fda0e/0131865051v2.jpeg "Empa-Forscher Konstantin Egorov beschichtet Edelstahlkomponenten mit korrosionsbeständigem Titanoxid, um die Herstellung von grünem Wasserstoff wirtschaftlicher zu machen. (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/7f/b8/7fb8fa5c04543435f378e1e68e084ac1/0131788325v2.jpeg "Prof. Dr. Guido McCombie, neuer Direktionspräsident der Fachhochschule Nordwestschweiz FHNW. (Bild: FHNW)")
Prodex 2019 Für die Zukunft definiert: Funktionalität und Flexibilität bei der Komplettbearbeitung
Das Unternehmen Heller setzt bei den 5-Achs-Bearbeitungszentren auf die fünfte Achse sowohl im Werkzeug als auch im Werkstück. In der Praxis sind diese Konzepte längst angekommen und überzeugen mit maximalem Output bei optimaler Qualität, wie verschiedene Beispiele zeigen.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/96300/96347/65.jpg "Logo.jpg ()")
:fill(fff,0)/p7i.vogel.de/companies/63/57/6357923865c1f/wm-kurzlogo--invers-rgb-300dpi.jpeg "wm-kurzlogo--invers-rgb-300dpi (Walter Meier (Fertigungslösungen) AG)")
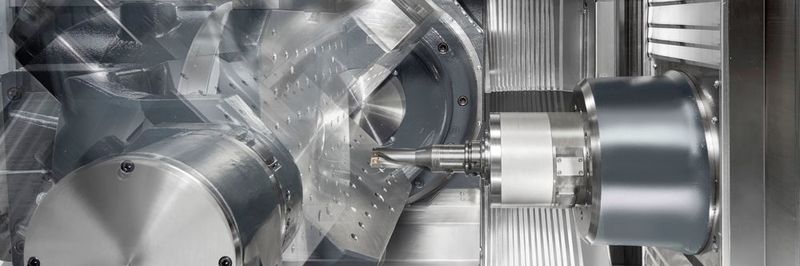
Zunehmend kleinere Losgrössen bei kürzeren Produktzyklen sowie immer komplexere Bauteile erfordern heute eine kontinuierliche Straffung des Fertigungsablaufs. Deshalb haben sich mittlerweile zahlreiche Unternehmen für die Komplettbearbeitung in einer Aufspannung entschieden. Bei den Maschinenherstellern setzt diese Komplettbearbeitung allerdings eine entsprechende Produktbandbreite mit Lösungskompetenz voraus. Dieser Herausforderung stellt sich das Unternehmen Heller seit Jahrzehnten und setzt deshalb beispielsweise bei den 5-Achs-Bearbeitungszentren der Baureihe F auf eine fünfte Achse im Werkzeug, bei der Baureihe HF hingegen auf die fünfte Achse im Werkstück. Nun verändert sich sowohl bei der Eigenfertigung wie auch in der Lohnfertigung der Kundenkreis und damit das Teilespektrum kontinuierlich. Deshalb ist es hier besonders wichtig, sich bei Investitionen in Bearbeitungszentren für die Zukunft flexibel und effizient aufzustellen.
:quality(80)/images.vogel.de/vogelonline/bdb/1357100/1357122/original.jpg "Die voll automatisierte Zelle für eine Losgrösse von 50 000 Stück im Jahr: Gefertigt wird fünfachsig in zwei Aufspannungen, zusätzlich wird eine Stahlbuchse mit Stickstoff eingeschrumpft. (Heller)")
Effiziente Grossteilebearbeitung
Stabil in der 5. Achse und zukunftsorientiert vernetzt
:quality(80):fill(efefef,0)/images.vogel.de/vogelonline/bdb/1522400/1522431/original.jpg "Whitepaper Cover: Stratasys GmbH")
Stabilität und Qualität für filigrane Bauteile
Den Verantwortlichen beim Unternehmen Schleifring in Fürstenfeldbruck war das bewusst. Bei der Auswahl eines neuen Bearbeitungszentrums stand aber zunächst die Stabilität und Qualität im Vordergrund. Bei der Bearbeitung von teilweise filigranen Bauteilen sollte die Maschine absolut sta-
bil stehen, nicht vibrieren oder schwingen. Obwohl für das Teilespektrum in Fürstenfeldbruck ein 4-Achs-Bearbeitungszentrum vollkommen ausreichend gewesen wäre, hat man sich für das 5-Achs-Bearbeitungszentrum FP 4000 von Heller entschieden. Man wollte damit auch in die Zukunft investieren. Die 5-Achs-Funktionalität wird mittlerweile auch genutzt und ist inzwischen bei einem bestimmten Teilespektrum für die Verantwortlichen sogar zwingend erforderlich.
Bei den filigranen Bauteilen dagegen macht
man mit der stabilen Schwenkkopfeinheit bis 10 000 min-1 und einem Drehmoment von 242 Nm durchweg positive Erfahrungen. Nun werden bei Schleifring Werkstücke bis zu 80 Prozent aus Aluminiumguss sowie Edelstahl, NE-Metallen und Verbundwerkstoffen gefertigt. Speziell für die Zerspanung des Aluminiumgusses nutzt man seit einem Jahr das Trochoidalfräsen. Hohe Drehzahlen sind dafür nicht notwendig, vielmehr kommt es dabei auf die Zustellung über die gesamte Schneidenlänge, hohe Vorschübe und die Steuerung an. Bürstenblockträger und Gehäuse in allen Abmessungen werden deshalb inzwischen ausschliesslich auf der FP 4000 bearbeitet. Für die Verantwortlichen war mit dem Einsatz des Bearbeitungszentrums FP 4000 zwar ein gravierender Umdenkprozess notwendig, der sich heute aber rechnet. Man deckt damit das komplette Werkstückspektrum ab und konnte Effizienz und Ausbringung messbar steigern.
Komplettbearbeitung plus Transparenz innerhalb des Netzwerks
Einen völlig anderen Ansatz bei der Investition in ein 5-Achs-Bearbeitungszentrum dagegen verfolgte man beim Unternehmen PMW in Weissenhorn. Zunächst hatte man durchweg positive Erfahrungen mit den zwei 5-Achs-Bearbeitungszentren FP 4000 gemacht. Der Kundenkreis erwartet von Heller aber ohnehin Werkzeugmaschinen der absoluten Oberklasse und reproduzierbare Qualität. Bei einer dynamischen und simultanen 5-Achs-Bearbeitung wurden die Ansprüche von PMW allerdings erweitert. Das Maschinenkonzept sollte zum jeweiligen Werkstück passen, um noch wirtschaftlicher zu fertigen. Deshalb hat man sich als eines der ersten Unternehmen für das 5-Achs-Bearbeitungszentrum HF 3500 entschieden. Demnach sieht man mit der fünften Achse im Werkstück bei einem bestimmten Werkstückspektrum Vorteile. Dazu zählt, auf Grund der Komplexität der Werkstücke, die grosse Störkontur. Heller ist hier bei der Entwicklung des Bearbeitungszentrums nicht nur von einer Einzelteil-Aufspannung ausgegangen, sondern hat die Möglichkeit zu Mehrfach-Aufspannungen oder auch zur Aufnahme sehr grosser Bauteile geschaffen. Trotz der grossen Störkonturen kommt es aber kaum zu Einschränkungen der Freiheitsgrade. Demnach ist ein Schwenken der A-Achse von 150° (30° bis –120°) möglich. Ein weiteres Entscheidungskriterium bei PMW war, dass die fünfte Achse als Brücke mit Gegenlager ausgelegt ist. Wichtig war das, weil man mit Vorrichtungen oder Spanntürmen mit bis zu 200 kg und mehr fertigt. Bei einer eventuellen Durchbiegung wäre weder die notwendige Präzision noch die entsprechende Wiederholgenauigkeit auf Dauer zu erreichen gewesen.
:quality(80)/images.vogel.de/vogelonline/bdb/1496600/1496625/original.jpg "Heller-4-Operation steht für einfache Bedienung sowie die Einbindung in die Wertschöpfungskette von z.B. ERP/CAD-CAM. (Heller)")
Netzwerkfähige Werkzeugmaschinen
Smart Data aus Big Data mit Edge-Computing
Wirtschaftliche Komplettbearbeitung in einer Aufspannung mit kompletter Vernetzung
Um wirtschaftliche Komplettbearbeitung in einer Aufspannung geht es auch beim Unternehmen ZSO Zerspanungs- und Systemtechnik in Oberstaufen. Hier waren es aber mehr die inneren Werte der HF 3500. Konkret ging es um die erleichterte Bedienung der Maschine, die Einbindung in eine voll automatisierte Zelle inklusive eines kollaborierenden Roboters und die Transparenz innerhalb des Netzwerks. Prozesse sollen so bei Kundenreklamationen jederzeit nachvollziehbar sein. Mittlerweile ist die Anlage komplett vernetzt. Zugriffe sind über Intranet und Internet möglich. Programme werden via Netz aufgespielt und Werkstück- und Bauteilzeichnungen über ein Dokumentenmanagement auf den Monitor des 24"-Touch-Bildschirms hochgeladen. Ausserdem greift inzwischen auch regelmässig der Service von Heller auf Maschinenzustandsdaten zu und plant vorbeugende Wartungs- und Instandhaltungs-Massnahmen.
Zeiteinsparungen und zusätzliche Kapazitäten schaffen Mehrwert
Fertigungstechnische Verfahren, die nicht unbedingt typisch für ein Bearbeitungszentrum sind, aber zur Komplettbearbeitung beitragen, bringen ausserdem zusätzlichen Mehrwert. Bei Heller zählen dazu ergänzende Technologien wie das Schleifen, das Stossen, das Honen oder auch das Drehen. Speziell die Kombination Drehen, Fräsen und Bohren in allen räumlichen Lagen stand bei der Entwicklung der Baureihe C im Vordergrund. Mit der fünften Achse im Werkzeug, wahlweise mit einer extrem steifen Schwenkkopfgeometrie oder einer flexiblen Gabelkopf-Kinematik verfügbar, und universellen Funktionalitäten ist damit hochproduktives Zerspanen mit sportlichen Schnittwerten möglich. Das Drehen und die Fräsbearbeitung in einer Aufspannung waren auch für das Unternehmen Konstandin in Karlsbad für die Fertigung von Zylindern mit Durchmessern bis 800 mm wichtig. Das Bearbeitungszentrum CP 4000 erfüllte nach einem intensiven Benchmark all diese Anforderungen. Ziel war es, damit bei unterschiedlichen Werkstoffen horizontal und vertikal Aussen- und Innenkonturen zu drehen. Ging man bei Konstandin ursprünglich von einem Anteil Fräsen zu Drehen von 80 zu 20 Prozent aus, sind das mit der CP 4000 auf Grund der hohen Zerspanleistung und des universellen Einsatzes inzwischen 60 Prozent Fräsen und 40 Prozent Drehen. Diese Verschiebung resultiert in Karlsbad vor allem aus der Bearbeitung grosser Bauteile, die im Drehbereich bis zu drei Stunden in Anspruch nehmen. Durch die Möglichkeit, Durchmesser bis zu 900 mm und eine maximale Höhe von 1000 mm in einer Aufspannung zu fräsen und zu drehen, verlagert man zudem inzwischen immer mehr Werkstücke auf die CP 4000. Ausserdem erreicht man mit der neu
definierten Flexibilität mittlerweile enorme Zeiteinsparungen und hat so zusätzliche Kapazitäten geschaffen.
Bearbeitungszentren müssen auch mittelfristig effizient einsetzbar sein
Nun sind die Bearbeitungszentren nur ein Teil des gesamten Fertigungsprozesses. Deshalb lassen sich derart interessante Maschinenkonzepte nur gemeinsam mit den Kunden und von Unternehmen realisieren, die über einen technologischen Vorsprung mit entsprechender Lösungskompetenz verfügen.
Die Grundvoraussetzung für solch innovative Erweiterungen ist bei Heller immer eine feste Basis: Das sind die 5-Achs-Bearbeitungszentren der Baureihen F und HF und die Fräs-Drehzentren der Baureihe C sowie die 4-Achs-Bearbeitungszentren der Baureihe H. Dass die Komplettbearbeitung auch
mit einem 4-Achs-Bearbeitungszentrum der Baureihe H möglich ist, macht das Unternehmen Lindenmann in Blaustein deutlich. Man fertigt Vorrichtungen so, dass vier Achsen für die Bearbeitung ausreichen, und integriert Technologien wie das Gravieren, Stossen, Interpolationsdrehen bis hin zum Honen und Schleifen in die Zentren. Für die Herstellung schräger Bohrungen werden entsprechende Winkelbohrköpfe eingesetzt.
In der Zusammenfassung heisst das, die Komplettbearbeitung ist in den Fertigungshallen längst angekommen. Diese Thematik ist also nicht neu. Das Unternehmen Heller hat in diesem Bereich eine klare Position bezogen: Bearbeitungszentren dürfen nicht nur den aktuellen Ansprüchen gerecht werden, sondern müssen auch über den gesamten Lebenszyklus noch effizient einsetzbar sein. Dementsprechend hat Heller Kompetenzen im Applikationsengineering aufgebaut, um den Marktanforderungen auch in Zukunft gerecht zu werden. Das heisst, mit der Investition in ein Bearbeitungszentrum von Heller investiert man auch in notwendige Technologien von morgen. SMM
(ID:45855113)
:quality(80)/p7i.vogel.de/wcms/16/e0/16e04e9b46e39abaf3a0d91f1776ce3f/0125517742v2.jpeg "Die Bearbeitung von Aerospace-Bauteilen wie dem hier abgebildeten Fan-Hub aus Titan ist besonders anspruchsvoll. Hierbei ist neben der hochpräzisen simultanen Fünfachsfräs- auch Drehbearbeitung gefordert. Lösungen dafür bietet Heller mit seinen neuen Universalfräsmaschinen F 8000 und F 10000 sowie mit der HF 5500. (Bild: Heller)")
:quality(80)/p7i.vogel.de/wcms/55/d6/55d6f58e836efc6fc386202f3d4931ff/0126915598v2.jpeg "Digitale Heller-Lösungen unterstützen entlang der gesamten Prozesskette. (Bild: Heller)")